Таблица соответствия различных типов и стандартов резьб
Содержание:
- Трубная резьба различается по следующим параметрам:
- Резьба трубная цилиндрическая G / BSPP
- Технология нарезания
- ДОПУСКИ
- Круглые метрические соединения
- Величина момента соединения UNC
- Требования технических регламентов к конусным соединениям
- Виды
- Особенности цилиндрической резьбы
- Какие диаметры труб существуют
- 2.1.3. СТАНДАРТНЫЕ РЕЗЬБЫ
- Выполнение трубной резьбы
- Параметры классификации трубной резьбы
Трубная резьба различается по следующим параметрам:
- Система измерения диаметра: метрическая и дюймовая резьба
- Направление резьбы: правая, левая
- Расположение резьбы: наружная, внутренняя
- Число заходов: однозаходная, многозаходная
- Назначение: крепежная, крепежно-уплотнительная, ходовая, специальная и т.п.
Основными характеристиками резьбы на трубах являются:
- Внешний диаметр
- Внутренний диаметр
- Шаг – расстояние между соседними витками
- Ход — расстояние, на которое переместится крепеж в продольном направлении за один полный оборот. При однозаходной накатке ход равен шагу, при многозаходной — шагу, умноженному на число заходов.
Метрическая резьба
Метрическая резьба характеризуется измерением основных параметров в миллиметрах, по ГОСТу ей соответствует маркировка «М». Широко применяется в диаметрах от 1 до 600 мм и шагом 0,25 до 6 мм. Профиль метрической резьбы представляет собой равносторонний треугольник с углом при вершине в 60° c теоретической высотой Н-0,866025404.
Основные размеры метрической резьбы в настоящее время определяются по действующему ГОСТ 24705-2004, принятому Межгосударственным советом по стандартизации, метрологии и сертификации, а также национальными органами по стандартизации Российской Федерации, Азербайджана, Армении, Беларуси, Грузии, Казахстана, Кыргызстана, Молдовы, Таджикистана, Туркменистана, Узбекистана, Украины.
Дюймовая резьба
При дюймовой резьбе все параметры выражаются в дюймах, по ГОСТу обозначается «Тр». Дюймовая резьба основана на британском стандарте резьбы BSW (British Standart Whitworth), запатентованному английским инженером Уитвортом еще в 1841 году, и соответствует стандарту BSPT (British standart pipe thread).
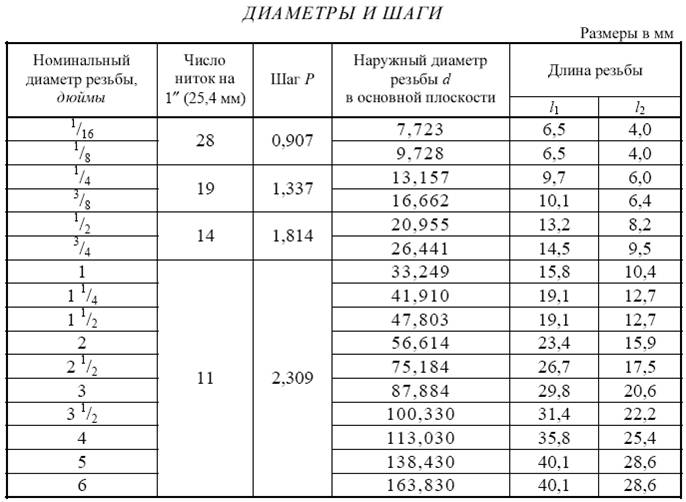
Один дюйм равен 2,54 см, а графическим символом дюйма является двойной штрих справа и сверху от числа (1″ = 1 дюйм). При дюймовой трубной резьбе размер обозначает внутренний диаметр трубы, а не наружный. Вариантов шагов – четыре: 28, 19, 14 и 11 ниток на дюйм.
Дюймовые профили отличаются более острыми гребнями и впадинами с углами в 55° и теоретической высотой Н=0,960491, при этом вершины зубцов скруглены.
Совместить метрическую и дюймовую резьбу в одном соединении невозможно, для этого необходим специальный переходник.
Размер трубной дюймовой резьбы определяется по действующему ГОСТ 6357-81 “Основные нормы взаимозаменяемости” .
Резьба трубная цилиндрическая G / BSPP
Трубная цилиндрическая резьба применяется в цилиндрических резьбовых соединениях, а также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой, нормируемой ГОСТ 6211-81 «Основные нормы взаимозаменяемости. Резьба трубная коническая». Основана на резьбе BSW (англ. British Standard Whitworth — резьбы Витворта) и совместима с резьбой BSP (англ. British Standard Pipe thread). Обозначается как BSPP (англ. British Standard Pipe Parallel thread).
На резьбу распространяются стандарты:
- ГОСТ 6357-81 «Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая»;
- ISO R228;
- EN 10226;
- DIN 259;
- BS 2779;
- JIS B 0202.
Параметры резьбы
Дюймовая резьба с углом профиля при вершине 55°, теоретическая высота профиля Н = 0,960491Р.
Нарезается на трубах до размера 6″, трубы свыше 6″ свариваются.
Условное обозначение согласно ГОСТ 6357-81: буква G, числовое значение условного прохода трубы в дюймах, класс точности среднего диаметра (А, В) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/8″, класс точности А — обозначается как: G 1 1/8-A.
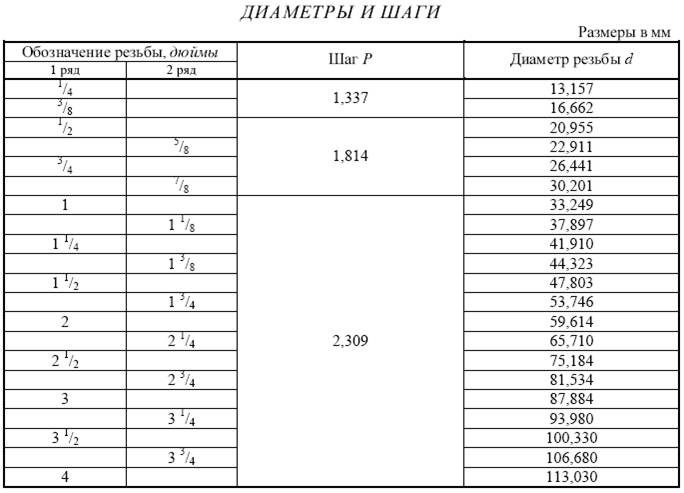
По ГОСТ 6357-81 имеется четыре значения шага резьбы:
| Шаг резьбы Р, мм | Число ниток на дюйм |
|---|---|
| 0.907 | 28 |
| 1,337 | 19 |
| 1,814 | 14 |
| 2,309 | 11 |
| Обозначение размера резьбы | Шаг Р | Диаметры резьбы | |||
|---|---|---|---|---|---|
| Ряд 1 | Ряд 2 | d=D | d2=D2 | d1=D1 | |
| 1/16″ | 0,907 | 7,723 | 7,142 | 6,561 | |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||
| 1/4″ | 1,337 | 13,157 | 12,301 | 11,445 | |
| 3/8″ | 16,662 | 15,806 | 14,950 | ||
| 1/2″ | 1,814 | 20,955 | 19,793 | 18,631 | |
| 5/8″ | 22,911 | 21,749 | 20,587 | ||
| 3/4″ | 26,441 | 25,279 | 24,117 | ||
| 7/8″ | 30,201 | 29,0З9 | 27,877 | ||
| 1″ | 2,309 | 33,249 | 31,770 | 30,291 | |
| 1⅛″ | 37,897 | 36,418 | 34,939 | ||
| 1¼″ | 41,910 | 40,431 | 38,952 | ||
| 1⅜″ | 44,323 | 42,844 | 41,365 | ||
| 1½″ | 47,803 | 46,324 | 44,845 | ||
| 1¾″ | 53,746 | 52,267 | 50,788 | ||
| 2″ | 59,614 | 58,135 | 56,656 | ||
| 2¼″ | 65,710 | 64,231 | |||
| 2½″ | 75,184 | 73,705 | 72,226 | ||
| 2¾″ | 81,534 | 80,055 | 78,576 | ||
| 3″ | 87,884 | 86,405 | 84,926 | ||
| 3¼″ | 93,980 | 92,501 | 91,022 | ||
| 3½″ | 100,330 | 98,851 | 97,372 | ||
| 3¾″ | 106,680 | 105,201 | 103,722 | ||
| 4″ | 113,030 | 111,551 | 110,072 | ||
| 4½″ | 125,730 | 124,251 | 122,772 | ||
| 5″ | 138,430 | 136,951 | 135,472 | ||
| 5½″ | 151,130 | 148,651 | 148,172 | ||
| 6″ | 163,830 | 162,351 | 160,872 | ||
| d — наружный диаметр наружной резьбы (трубы); D — наружный диаметр внутренней резьбы (муфты); D1 — внутренний диаметр внутренней резьбы; d1 — внутренний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; d2 — средний диаметр наружной резьбы. При выборе размера трубной резьбы первый ряд следует предпочитать второму. |
Обозначение размера резьбы соответствует внутреннему диаметру трубы по одному из стандартов (Условный проход).
Технология нарезания
Резьбу UNC создают путем снятия части материала с поверхностей цилиндрических и конических заготовок. Это осуществляют на станках. В зависимости от типа применяют метчики и плашки (для внутреннего и наружного соответственно).
Хвостовик служит для монтажа в воротке или патроне станка. Рабочая часть подразделена на заборную и калибрующую. Первая осуществляет нарезание, вторая служит для калибровки. Режущие кромки сформированы продольными канавками, которые к тому же обеспечивают выход стружки. Ограниченные канавками режущие части называют режущими перьями.
На станках чаще всего применяют машинные варианты, однако для твердых и вязких материалов требуются специфические комплекты метчиков, включающие два либо три инструмента. Они отличаются по чистоте обработки и выполняют различный объем работ. Так, для комплекта из двух метчиков используется пропорция 75/25%, из трех – 60/30/10%. Конструктивно метчики одного набора отличаются длиной заборной части, которая наибольшая у чернового варианта. Для заготовок с поверхностью, прерванной канавкой либо пазом, применяют инструменты с числом канавок, не кратным количеству пазов, и с винтовыми канавками. Вторые также подходят для отверстий длиной от двух диаметров. При этом необходимо соответствие направления винтовой канавки нарезаемой резьбе. Специфические варианты представлены бесканавочными метчиками. Они рассчитаны на создание коротких сквозных резьб. Такие инструменты отличаются большей прочностью и лучшим качеством работ. Еще одна специфическая версия метчиков – с зубьями в шахматном порядке, рассчитанная на короткие сквозные резьбы на вязких материалах. Они сокращают трение, улучшают подвод смазочно-охлаждающей жидкости и стружкообразование. Метчики устанавливают аналогично плашкам либо в патроны для них. Скорость работ составляет 5-12 для стали и 6-22 м/с для прочих материалов. При нарезании требуется охлаждение маслом либо эмульсией.
Ввиду различной конфигурации на станках их монтируют в разные держатели. Так, для лерок применяются леркодержатели, представленные воротками в виде рамок с 2 рукоятками. Плашка находится внутри и фиксируется тремя винтами, входящими в углубления на ее боках. Клуппы для раздвижных вариантов выполнены в виде косых рамок с 2 рукоятками. Полуплашки размещают в отверстии, регулируя размер нажимным винтом.
Перед нарезанием резьбы поверхность заготовки обрабатывают. Для наружного соединения требуется обеспечить меньший ее диаметр по отношению к внешнему диаметру резьбы. Данная разница составляет примерно 0,1-0,3 мм в зависимости от размера соединения. На торце снимают фаску, соответствующую высоте профиля, для формирования захода. Плашку монтируют с держателем в гнезде головки либо пиноли задней бабки. Скорость работ определяется типом материала. Так, для стальных заготовок она равна 3-4, для чугунных – 2-3, для латунных – 10-15 м/мин.
ДОПУСКИ
3.1. Схемы полей допусков наружной и внутренней резьбы приведены на черт.2.
es — верхнее отклонение диаметров наружной резьбы;
ES — верхнее отклонение диаметров внутренней резьбы;
ei — нижнее отклонение диаметров наружной резьбы;
EI — нижнее отклонение диаметров внутренней резьбы;
— допуски диаметров d, d2, D1, D2
Черт.2
Отклонения отсчитывают от номинального профиля резьбы в направлении перпендикулярном оси резьбы.
3.2. Допуски среднего диаметра резьбы устанавливают двух классов точности — A и B.
Допуски среднего диаметра резьбы являются суммарными.
Допуски диаметров d1 и D не устанавливаются.
3.3. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать приведенным в табл.3.
Таблица 3
| Обозначение размера резьбы | Шаг P, мм | Наружная резьба | Внутренняя резьба | ||||
| Диаметры резьбы | |||||||
| d | d2 | D2 | D1 | ||||
| Допуски, мкм | |||||||
| Td | Td2 | TD2 | TD1 | ||||
| Класс A | Класс B | Класс A | Класс B | ||||
| 1/16 | 0,907 | 214 | 107 | 214 | 107 | 214 | 282 |
| 1/8 | 214 | 107 | 214 | 107 | 214 | 282 | |
| 1/4 | 1,337 | 250 | 125 | 250 | 125 | 250 | 445 |
| 3/8 | 250 | 125 | 250 | 125 | 250 | 445 | |
| 1/2 | 142 | 284 | 142 | 284 | 541 | ||
| 5/8 | 1,814 | 284 | 142 | 284 | 142 | 284 | 541 |
| 3/4 | 284 | 142 | 284 | 142 | 284 | 541 | |
| 7/8 | 284 | 142 | 284 | 142 | 284 | 541 | |
| 360 | 360 | 360 | 640 | ||||
| 1⅛ | 2,309 | 360 | 180 | 360 | 180 | 360 | 640 |
| 1¼ | 360 | 180 | 360 | 180 | 360 | 640 | |
| 1⅜ | 2,309 | 180 | 360 | 180 | 360 | ||
| 1½ | 360 | 180 | 360 | 180 | 360 | 640 | |
| 1¾ | 360 | 180 | 360 | 180 | 360 | 640 | |
| 2 | 360 | 180 | 360 | 180 | 360 | 640 | |
| 2¼ | 217 | 434 | |||||
| 2½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 2¾ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 3 | 434 | 434 | 217 | 640 | |||
| 3¼ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 3½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 3¾ | 434 | ||||||
| 4 | 434 | 217 | 434 | 217 | 434 | 640 | |
| 4½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 5 | 434 | 640 | |||||
| 5½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 6 | 434 | 217 | 434 | 217 | 434 | 640 |
Примечание. Числовые значения допусков установлены эмпирически.
3.4. Длины свинчивания подразделяют на две группы: нормальные N и длинные L.
Длины свинчивания, относящиеся к группам N и L, приведены в табл.4.
Таблица 4Размеры в мм
| Обозначение размера резьбы | Шаг P | Длина свинчивания | |
| N | L | ||
| 1/16 | 0,907 | Св. 4 до 12 | Св. 12 |
| 1,337 | Св. 5 до 16 | Св. 16 | |
| 1,814 | Св. 7 до 22 | Св. 22 | |
| 1⅛ | 2,309 | Св. 10 до 30 | Св. 30 |
| 1¼ | |||
| 1⅜ | |||
| 1½ | 2,309 | Св. 12 до 36 | Св. 36 |
| 1¾ | |||
| 2 | |||
| 2¼ | |||
| 2½ | |||
| 2¾ | |||
| 3 | |||
| 3¼ | 2,309 | Св. 13 до 40 | Св. 40 |
| 3½ | |||
| 3¾ | |||
| 4 | |||
| 4½ | |||
| 5 | |||
| 5½ |
Примечание. Числовые значения длин свинчивания установлены эмпирически.
3.5. Допуск резьбы, если нет особых оговорок, относится к наибольшей нормальной длине свинчивания N, указанной в табл.4, или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.
3.6. Допуски среднего диаметра внутренней резьбы по настоящему стандарту, предназначенной для соединения с наружной конической резьбой по ГОСТ 6211-81 должны соответствовать классу точности A.
При этом конструкция деталей с внутренней цилиндрической резьбой должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее указанной в ГОСТ 6211-81.
3.7. Числовые значения предельных отклонений диаметров наружной и внутренней резьбы должны соответствовать указанным в табл.5.
Таблица 5
| Обозначение размера резьбы | Шаг P, мм | Наружная резьба | Внутренняя резьба | ||||||||||
| Диаметры резьбы | |||||||||||||
| d | d2 | d1 | D | D2 | D1 | ||||||||
| Предельные отклонения, мкм | |||||||||||||
| es | ei | es | ei | es | EI | ES | EI | ES | EI | ||||
| Класс A | Класс B | Класс A | Класс B | ||||||||||
| 1/16 | 0,907 | -214 | -107 | -214 | +107 | +214 | +282 | ||||||
| 1/8 | — 214 | -107 | -214 | +107 | +214 | +282 | |||||||
| 1/4 | 1,337 | — 250 | — 125 | -250 | +125 | +250 | +445 | ||||||
| 3/8 | -250 | -125 | -250 | +125 | +250 | +445 | |||||||
| 1/2 | — 284 | -142 | -284 | +142 | +284 | +541 | |||||||
| 5/8 | 1,814 | -284 | -142 | -284 | +142 | +284 | +541 | ||||||
| 3/4 | -284 | -142 | -284 | +142 | +284 | +541 | |||||||
| 7/8 | -284 | -142 | -284 | +142 | +284 | +541 | |||||||
| 1 | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 1⅛ | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 1¼ | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 1⅜ | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 1½ | 2,309 | -360 | -180 | -360 | +180 | +360 | +640 | ||||||
| 1¾ | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 2 | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 2¼ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 2½ | — 434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 2¾ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 3 | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 3¼ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 3½ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 3¾ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 4 | 2,309 | -434 | -217 | -434 | +217 | +434 | +640 | ||||||
| 4½ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 5 | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 5½ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 6 | -434 | -217 | -434 | +217 | +434 | +640 |
Примечание. Нижнее отклонение внутреннего диаметра d1 и верхнее отклонение наружного диаметра D не устанавливаются.
3.8. Предельные отклонения среза вершин и впадин наружной и внутренней резьбы приведены в справочном приложении.
Круглые метрические соединения
На детали и элементы конструкций из стекла, керамики, металлокерамики и жести нарезаются выемки круглого сечения. Этот тип скручивания выдерживает огромные механические нагрузки на сжатие, разрыв и боковые усилия. Соединение и разъединение деталей проводится без усилий, что позволяет использовать круглую метрическую насечку много раз. Основной ареал использования — вентили, смесители, резьбовые элементы электрических приборов (цоколь ламп, пробок, предохранителей).
Резьба NPSM
Аббревиатурой NPSM обозначается американская цилиндрическая дюймовая нарезка. В продольном разрезе такая выемка в профиле детали выглядит как равносторонний треугольник, то есть, все углы насечки равны 600. Соединение применяется для размеров труб в диапазоне 1/16-24 дюйма. Недостаток: в домашних условиях сделать такую нарезку невозможно.
Величина момента соединения UNC
Для обеспечения прочности резьбового соединения требуется соблюдать момент затяжки. Этот параметр для болтов типа UNC, а также гаек SAE можно увидеть в данной таблице:
|
Размер резьбы, дюймы |
Момент затяжки стандартных болтов и гаек |
|
|
Н*м* |
Фунт силы-фут** |
|
|
1/4 |
12± 3 |
9±2 |
|
5/16 |
25 ± 6 |
18± 4,5 |
|
3/8 |
47± 9 |
35 ± 7 |
|
7/16 |
70± 15 |
50± 11 |
|
1/2 |
105± 20 |
75±15 |
|
9/16 |
160 ± 30 |
120± 20 |
|
5/8 |
215± 40 |
160 ± 30 |
|
3/4 |
370 ± 50 |
275 ± 37 |
|
7/8 |
620± 80 |
460 ± 60 |
|
1 |
900 ± 100 |
660 ± 75 |
|
11/8 |
1300 ± 150 |
950 ± 100 |
|
1 1/4 |
1800 ±200 |
1325 ±150 |
|
1 3/8 |
2400 ± 300 |
1800 ± 225 |
|
1 1/2 |
3100 ± 350 |
2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.
** Фунт силы-фут – британский и американский эквивалент Н*м.
Определение резьбового шага
Шаг у стандартизированной дюймовой резьбы определяется при помощи приспособлений и специализированных техтаблиц. Это позволяет максимально точно определить расстояние между соседствующими витками резьбы или канавками.
При отсутствии специализированного оборудования и справочных материалов, резьбовой шаг можно определить самостоятельно. Простейший вариант, найти гайку с заранее известным размером шага, если она без усилий накручивается на резьбу, значит шаг у них одинаковый. Для варианта с внутренней резьбой можно воспользоваться болтом с известным шагом.
Рассчитать средний шаг резьбы можно линейкой с дюймовыми делениями. Далее можно действовать двумя способами. Подсчитать количество витков на 1 дюйм, и поделив его на 1 получить шаг в долях дюйма. Второй способ, измерить какой длины будет резьба с определенным заранее количеством витков, например, отсчитать 20 витков и измерить их длину, которую и поделить на 20. Такой метод подходит только для резьбы наружного типа.
Чтобы измерить резьбовой шаг внутренней резьбы, на нее наносится краситель, после чего делается оттиск при помощи трубы подходящего диаметра. Далее измерения производятся таким же способом, как и для наружной резьбы.
Требования технических регламентов к конусным соединениям
Конические резьбы от 1 до 2 дюймов NPT используются в соединениях, где требуется повышенная герметичность стыка, которая зависит от крутящего момента затяжки
Эффективное уплотнение особенно важно для труб, транспортирующих гидравлические жидкости, газы, пар. Они используются в широком спектре отраслей промышленности: электростанции, газ и нефть, химическая промышленность, производство и транспортировка на большие расстояния
Надёжность уплотнений зависит также от материалов труб. Кроме обычных стали и латуни, резьба НПТ используется также для арматуры, изготовленной из чугуна, бронзы и некоторых видов пластмасс, в частности, ПВХ, ПНД и нейлона.
Основные нормативные требования к рассматриваемой системе уплотнения:
- Соответствие показателей осевого смещения основной плоскости нормативным данным (кроме ANSI / ASME B1.20.1 используются также данные DIN 2999);
- Должны соблюдаться значения предельных отклонений диаметра D2;
- Оговаривается наименьшая допустимая глубина ввинчивания резьбовой части трубы или фитинга;
- Соблюдение профиля площадки при срезе выступов и впадин;
- Устанавливаются пределы отклонений угловых характеристик.
Две последних проверки могут не выполняться, если на то нет специальных указаний заказчика.
Виды
Бороздки для крепежа могут делать в разных местах. В связи с этим изменяется и расстояние между витками.
- Бороздки для крепежа наносят на внешнюю поверхность изделия.
Эти показатели указаны в действующих нормативных документах:
- ГОСТ6111-52;
- ОСТ НКТП 1260;
- ГОСТ6211-81;
- ГОСТ6357-81;
- ГОСТ9150-81.
По поверхности нанесения
Бороздки для крепления наносят как на внутреннюю поверхность изделия, так и на внешнюю. Часто при монтаже труб используют фитинги с обоими видами резьб: отводы, муфты, переходы и т. п.
По направлению
Резьба может быть цилиндрической или конусообразной. В первом случае ее диаметр (как внутренний, так и наружный) не изменяется по всей длине детали. У конических фитингов размер резьбы уменьшается к торцу соединителя. Она считается более прочной, медленнее истирается, но сложнее для выполнения.
- Цилиндрическая резьба не изменяется по всей длине детали.
Особенности цилиндрической резьбы
Такой вид резьбы как цилиндрическая, основан на резьбе под названием BSW (сокращение British Standard Whitworth, резьбы Витворта). Традиционное обозначение резьбы трубной цилиндрической- BSPP. Она полностью совместима с резьбами BSP (сокр. British standard pipe thread).
В соответствии с гост 6357 81 резьба трубная цилиндрическая обладает следующими характеристиками:
Профиль. По гост резьба цилиндрическая трубная имеет угол профиля при вершине, равный 55 градусам. Гребни и впадины резьбы скруглены, что упрощает герметизацию соединения: на острых гребнях что лен, что лента-герметик режутся, и зачастую собранные без использования краски резьбовые соединения протекают. Отклонение от перпендикуляра к трубе каждой стороны гребня резьбы должно составлять от 27 до 30 градусов, то есть допустима незначительная асимметрия. ГОСТ регламентирует возможный шаг резьбы, высоту исходного треугольника гребня резьбы и высоту рабочего профиля (разница в высоте между скругленным углублением между гребнями резьбы и скругленной вершиной каждого гребня) и радиус скруглений гребней и впадин между ними. Допускается вместо скруглений выполнить нарезку резьбы на трубе с плоскими срезами, но лишь в том случае, если полностью исключена возможность соединения этой резьбы с наружной конической.
Типичный профиль цилиндрической трубной резьбы
Основные размеры. Резьба трубная цилиндрическая гост 6357 81 должна иметь вполне конкретные соотношения шага резьбы, диаметра по вершине гребня, среднего диаметра резьбы и внутреннего диаметра (по углублению между гребнями). ГОСТом оно представлено в виде таблицы, где каждому диаметру соответствуют свои размеры в миллиметрах. Не только соотношения, но и сами диаметры резьб, разумеется, стандартизированы. Существуют резьбы от 1/16 до 6 дюймов. В наших условия, безусловно, список широко используемых резьб куда меньше полного перечня, так что можно не пугаться столь широкого разнообразия: закупаться плашками всех этих размеров для ремонта сантехники необходимости нет. В водопроводах квартир и частных домов можно встретить, как правило, трубы с резьбами от 1/2 до 1 1/2 дюймов, причем общее количество типоразмеров ограничено пятью. Длина свинчивания внутренней и внешних резьб жестко не регламентирована; однако резьбы с большой длиной свинчивания помечаются в обозначаются буквой L, и вот разница между нормальной (N) и длинной резьбой в ГОСТе приводится: все, что для определенного диаметра превышает некое пороговое значение, считается длинной резьбой и должно быть указано в обозначении.
Таблица основных размеров трубных цилиндрических резьб
- Допуски. Цилиндрическая трубная резьба гост6357-81 имеет ограничения по максимальному размеру допусков двух классов точности: А и В. Разница между ними ровно в два раза для всех диаметров резьб.
- Обозначения. Обозначение трубной цилиндрической резьбы обязано содержать, цитируя ГОСТ: букву G, указание размера резьбы, указание класса точности для среднего диаметра и, в случае использования длинной резьбы — букву L и длину в миллиметрах. Для левой резьбы в обозначение добавляются буквы LH. Типичное обозначение цилиндрической трубной резьбы- к примеру, G 1 1/2 — A — содержит последовательно: указание на то, что это именно трубная цилиндрическая резьбы; что она имеет диаметр в один и одну вторую дюйма и допуски класса точности А. В следующем варианте — G1 1/2 LH — B — мы, как легко догадаться, имеем дело с левой трубной цилиндрической резьбой диаметром один и одна вторая дюйма, изготовленной с допусками класса точности В и нормальной длиной. Резьба трубная цилиндрическая обозначениеG1 1/2 LH — B — 40 — то же самое длиной 40 миллиметров.
- Предельные отклонения впадин и срезов вершин резьб. В общем случае ГОСТ их не регламентирует; однако в техническом задании этот параметр может быть указан в том случае, если в силу каких-то причин при изготовлении требуется особая точность подгонки внутренней и внешней резьб.
Разумеется, в идеале свинчиваются строго одинаковые резьбы; впрочем, допустимо вкрутить в муфту с трубной цилиндрической резьбой трубу с трубной конической резьбой соответствующего диаметра.
Какие диаметры труб существуют
Различают внутренний и внешний диаметры трубы. Кроме того, при сопоставлении дюймов и миллиметров используют в качестве показателя среднее значение этого параметра, которое часто входит в формулы расчета.
Стальные
Для определения диаметра стальных соединителей с нанесенной резьбой используют дюймы. В этом случае измеряют внутренний диаметр, или ДУ (диаметр условного прохода).
Пластиковые
В случае с полипропиленовыми, пластиковыми или ПНД-трубами измеряют наружный диаметр. Чаще всего в России его указывают в мм. Из-за разницы в единицах измерения часто возникают ошибки: например, при установке пластиковых труб диаметра 20 мм (3/4 дюйма) используют фитинги размером 1/2 дюйма (15 мм).
2.1.3. СТАНДАРТНЫЕ РЕЗЬБЫ
РЕЗЬБА МЕТРИЧЕСКАЯ
Номинальный профиль резьбы определяется основным профилем (гост 9150-2002) и дополнительными
требованиями к форме впадины резьбы по ГОСТ 9000-81 (для резьб диаметром менее 1 мм) и по ГОСТ 16093-2004
(для резьб диаметром от 1 мм
и более).
Здесь d –
номинальный наружный диаметр наружной резьбы;
D
– номинальный наружный
диаметр внутренней резьбы;
P – шаг резьбы.
Размеры в мм
|
Номинальн. диаметр резьбы d |
Шаг Р |
|||
|
1 ряд |
2 ряд |
3 ряд |
крупный |
мелкий |
|
…2 |
— |
— |
0,40 |
0,25 |
|
— |
2,2 |
— |
0,45 |
0,25 |
|
2,5 |
— |
— |
0,45 |
0,35 |
|
3 |
— |
— |
0,50 |
0,35 |
|
— |
3,5 |
— |
0,60 |
0,35 |
|
4 |
— |
— |
0,70 |
0,5 |
|
— |
4,5 |
— |
0,75 |
0,5 |
|
5 |
— |
— |
0,80 |
0,5 |
|
— |
— |
5,5 |
— |
0,5 |
|
6 |
— |
— |
1,0 |
0,75;0,5 |
|
— |
— |
7,0 |
1,0 |
0,75;0,5 |
|
8 |
— |
— |
1,25 |
1,0;0,75;0,5 |
|
— |
— |
9,0 |
1,25 |
1,0;0,75;0,5 |
|
10 |
— |
— |
1,50 |
1,25;1,0;0,75;0,5 |
|
— |
— |
11,0 |
1,50 |
1,0;0,75;0,5 |
|
12 |
— |
— |
1,75 |
1,5;1,25;1,0;0,75;0,5 |
|
— |
14,0 |
— |
2,0 |
1,5;1,25;1,0;0,75;0,5 |
|
— |
— |
15,0 |
— |
1,5;1,0 |
|
16 |
— |
— |
2,0 |
1,5;1,0;0,75;0,5 |
|
— |
— |
17,0 |
— |
1,5;1,0 |
|
— |
18 |
— |
2,5 |
2,0;1,5;1,0;0,75;0,5 |
|
20 |
— |
— |
2,5 |
2,0;1,5;1,0;0,75;0,5 |
|
— |
22 |
— |
2,5 |
2,0;1,5;1,0;0,75;0,5 |
|
24 |
— |
— |
3,0 |
2,0;1,5;1,0;0,75 |
|
— |
— |
25 |
— |
2,0;1,5;1,0 |
|
— |
— |
26 |
— |
1,5 |
|
— |
27 |
— |
3,0 |
2,0;1,5;1,0;0,75 |
|
— |
— |
28 |
— |
2,0;1,5;1,0 |
|
30 |
— |
— |
3,5 |
(3,0);2,0;1,5;1,0;0,75 |
|
— |
— |
32 |
— |
2,0;1,5 |
|
— |
33 |
— |
3,5 |
(3,0);2,0;1,5;1,0;0,75 |
|
— |
— |
35 |
— |
1,5 |
|
36 |
— |
— |
4,0 |
3,0;2,0;1,5;1,0 |
|
— |
— |
38 |
— |
1,5 |
|
— |
39 |
— |
4,0 |
3,0;2,0;1,5;1,0 |
|
— |
— |
40 |
— |
3,0;2,0;1,5 |
|
42 |
— |
— |
4,5 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
45 |
— |
4,5 |
4,0;3,0;2,0;1,5;1,0 |
|
48 |
— |
— |
5,0 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
50 |
— |
3,0;2,0;1,5 |
|
— |
52 |
— |
5,0 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
55 |
— |
4,0;3,0;2,0;1,5 |
|
56 |
— |
— |
5,5 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
58 |
— |
4,0;3,0;2,0;1,5 |
|
— |
60 |
— |
5,5 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
62 |
— |
4,0;3,0;2,0;1,5 |
|
64 |
— |
— |
6,0 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
65… |
— |
4,0; 3,0;2,0;1,5 |
|
— |
68 |
— |
6 |
4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
70 |
— |
6,0; 4,0;3,0;2,0;1,5 |
|
72 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
75 |
— |
4,0;3,0;2,0;1,5 |
|
— |
76 |
— |
— |
6,0; 4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
78 |
— |
2,0 |
|
80 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
82 |
— |
2,0 |
|
90 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5 |
|
— |
95 |
— |
— |
6,0; 4,0;3,0;2,0;1,5 |
|
100 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5 |
Стандартом
предусматриваются диаметры резьбы d = 0,25…600 мм и шаги P от 0,075
до 8 мм.
При
выборе диаметра резьбы 1-й ряд следует предпочитать 2-му, а 2-й ряд – 3-му.
Шаги,
указанные в скобках, рекомендуется по возможности не применять.
Примеры условного обозначения:
1.Резьба
метрическая с номинальным диаметром d = 24 мм,
шагом P = 3 мм, однозаходная, правая: M24´3.
2.Резьба
метрическая с номинальным диаметром d = 16 мм,
шагом P = 1 мм,
трехзаходная, левая:M16´Ph3P1-LH.
3.Шаги, указанные
в скобках, рекомендуется по возможности не применять.
Здесь d – наружный диаметр наружной резьбы;
D – наружный диаметр
внутренней резьбы;
P – шаг резьбы.
Примечания:
1. Стандарт предусматривает резьбы с обозначением размера резьбы 1/16…6.
2. 1-й ряд следует предпочитать 2-му.
Пример условного
обозначения.
Резьба трубная цилиндрическая с условным проходом
трубы в 1 дюйм
(1²= 25,4 мм), правая: G1.
Здесь d – наружный диаметр наружной конической резьбы;
D – наружный
диаметр внутренней конической резьбы;
P – шаг резьбы;
j/2 =1°47°24²; конусность 1:16
Примеры условного
обозначения:
1. Наружная трубная коническая резьба 11/2дюйма:R11/2.
2. Внутренняя трубная коническая резьба 11/2дюйма:Rc11/2.
Здесь D, d – номинальный диаметр резьбы;
P – шаг резьбы.
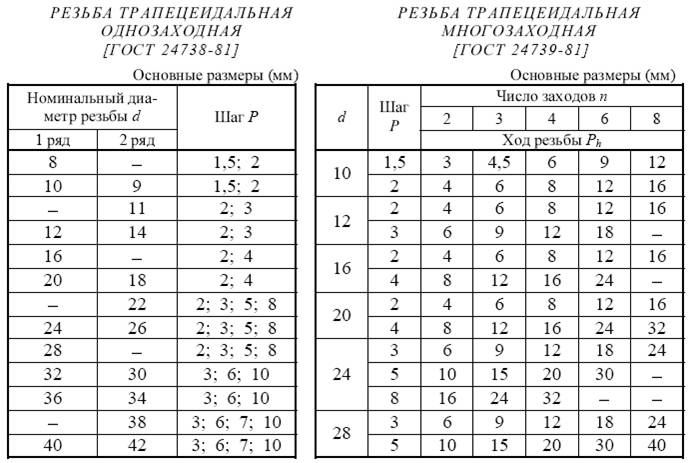
1. ГОСТ
24738-81 предусматриваются диаметры резьбы d до 640 мм.
2. При
выборе диаметров 1-й ряд следует предпочитать 2-му.
3. ГОСТ
24739-81 предусматриваются диаметры резьбы dдо 140 мм.
Примеры условного обозначения:
1.Трапецеидальная резьба с номинальным диаметром d= 40 мм,
шагом P = 6 мм,
однозаходная, левая: Tr 40×6 LH.
2.Трапецеидальная резьба с номинальным диаметром d= 16 мм,
шагом P = 4 мм,
двухзаходная, с ходом 8, правая: Tr 16×8 (P4).
Здесь D, d – номинальный диаметр резьбы;
P – шаг резьбы.
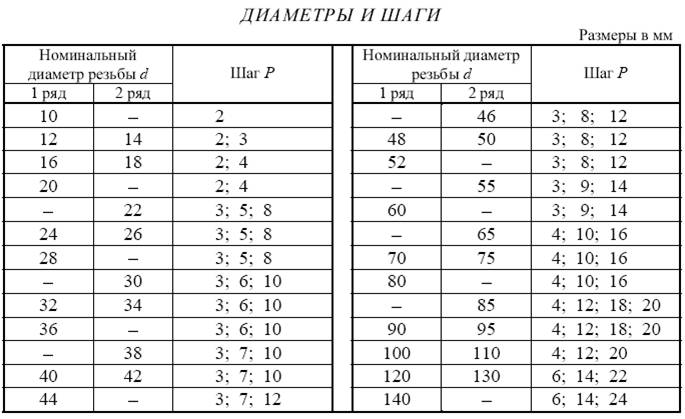
1.
Стандартом предусматриваются диаметры резьбы d до 200 мм.
2. При
выборе диаметров 1-й ряд следует предпочитать 2-му.
Пример
условного обозначения:
1. Резьба упорная диаметром 12 мм, с шагом 4 мм, однозаходная, правая:
S12×4.
2. Резьба
упорная диаметром 28 мм,
с шагом 5 мм,
двухзаходная, с ходом 10, левая (LH):
S28×10(P5)LH.
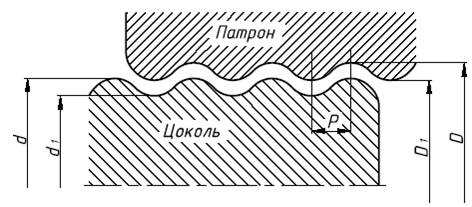

2.
Радиус закругления выступов и впадин профиля у резьбы для металлических цоколей
(патронов) одинаков.
Выполнение трубной резьбы
Методы выполнения резьбы для труб зависят от доступного оборудования, серийности производства и необходимой точности. Так, накатка применяется в основном при выпуске больших серий изделий, поскольку гарантирует высокую производительность, и низкую себестоимость операции.
Способы нарезки резьбы
- Нарезка на токарно-винторезном станке характеризуется высокой точностью и весьма низкой производительностью. Применяется в индивидуальном и мелкосерийном производстве.
- Нарезка плашками и метчиками обладает также невысокой производительностью и осуществляется, как правило, в несколько проходов разным по степени точности инструментом.
- Накатка – это основной промышленный способ, формирование профиля происходит не за счет снятия стружки, а в результате пластической деформации металла накатными плашками. Высокая производительность обеспечивается за счет автоматизации операции снятия и постановки детали на станок.
- Фрезерование резьбы выполняется на специализированных резьбофрезерных станках.
- Литье. Прогрессивные методы литья — литье под высоким давлением и порошковая металлургия — позволяют получать точный и прочный резьбовой профиль прямо на отливке, без последующей механической обработки
В условиях стройки и ремонта доступен, как правило, только ручной способ выполнения.
Параметры классификации трубной резьбы
Классификацию резьбовых соединений производят по разным параметрам. По способу нарезки можно сгруппировать на следующие виды:
- Тип поверхности расположения канавок – в виде цилиндра (цилиндрическая) или конуса (коническая).
- Расположение на изделии. Нарезают по наружной или внутренней поверхности.
- Число заходов спиральных углублений. Могут быть однозаходные и многозаходные.
- Профиль накатки. Это может быть прямоугольник, треугольник или трапеция. Чаще всего используется треугольный профиль, как самый прочный универсального назначения.
- Направление витков. Может быть прямоугольной или левосторонней.
- Единица измерения диаметров. Резьбовые соединения измеряются в метрической или дюймовой системе.
- Назначение. Могут быть крепежными, ходовыми, крепежно-уплотнительными и упорными.
Трубные резьбы, используемые при монтаже систем водоснабжения, отопительной сети и канализации, подразделяются на следующие виды:
- Цилиндрическая.
- Коническая.
- Дюймовая.
Область применение каждого вида профиля уточняется его техническими свойствами и характеристиками.
Коническая
Трубный профиль с нарезом в виде уменьшенного конуса называется конической резьбой.
На чертежах и монтажных схемах обозначается английской буквой G и измеряется в дюймах. Нарезка такого вида применяется для герметичности трубопроводов высокого давления, заполненных жидкостями или газообразными веществами. Коническая накатка обеспечивает прочное монолитное соединение изделий.
В качестве примера можно привести гидропривод тяжелой техники, в котором маслянистая жидкость работает в условиях высокого давления. В этом случае в соединении узлов задействованы профили разного типа. Поэтому конические резьбовые соединения обозначаются показателем в виде дроби, где числитель – это внутренняя резьба, а внешняя – показана в знаменателе.
Круглая метрическая
К трубопроводной арматуре предъявляются высокие требования герметичности и разъемности соединений.
Конструктивные особенности круглой метрической резьбы обеспечивают высокую сопротивляемость к внешним и внутренним усилиям, что значительно увеличивает срок службы всего узла.
Профиль по внешнему виду напоминает окружности, с вершинами и впадинами, соединенных под углом 90 градусов.
Круглой резьбой оборудуются следующие элементы:
- Смесители холодной и горячей воды.
- Сантехнические краны.
- Запорные вентили.
- Шпиндели.
Круглые нарезки можно использовать в деталях и элементах, эксплуатируемых в загрязненных средах.
National pipe thread — NPT
С маркировкой стандартами NPT (National pipe thread) сталкиваются при покупке сантехнической арматуры и изделий, произведенных в Америке. Резьба NPT соответствует ГОСТу № 6111.1952 года. Несмотря на свою давность этот стандарт применяется практически во всех странах СНГ. В этом документе содержится описание дюймовой конической резьбы с профилем в 60 градусов.
Резьба по стандарту NPT изготавливается в размерах от 1/16 до 24 дюйма. Следует учесть, что такой маркировкой обозначается пропускное сечение полости трубы, а не привычный измеритель — наружные диаметры подключаемых патрубков или штуцеров.
Таблица основных размеров конической дюймовой резьбы по стандартуNPTи ГОСТу 6111.
| Размер
(дюймы) |
Промежуточный диаметр
(миллиметры) |
Длина
(миллиметры) |
Количество витков |
| 1/2 | 19,78 | 13,5 | 14 |
| 1/16 | 7,142 | 6,5 | 27 |
| 2 | 58,33 | 19 | 11,5 |
| 1/8 | 9,52 | 7 | 27 |
| 3/4 | 25,12 | 14 | 14 |
| 1 1/2 | 46,3 | 18,5 | 11,5 |
| 1/4 | 12,45 | 9,5 | 18 |









