Способы сварки вертикальных швов
Содержание:
- Как варить вертикальный шов?
- Техника сверху вниз
- Возможные ошибки и дефекты сварного шва
- Особенности вертикальной сварки
- Особенности вертикальных швов
- Сварные швы: общие определения
- Электрическая дуга: контроль оптимальной длины
- Принципы вертикальной сварки
- Другие виды сварки
- Технология исполнения сварных швов
- Дефекты сварных швов
- Сварка одиночных валиков снизу вверх
- Особенности техники формирования швов
- Технология сварки вертикальных сопряжений
- Организация рабочего места и надежная экипировка сварщика
- Как варить вертикальный шов?
- Финишная обработка сварных швов
- Инструкция начинающего сварщика
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва. Исключить вероятность стекание капель раскаленного металла довольно сложно.
https://youtube.com/watch?v=N1Q5pQpXDmI
Основными рекомендациями можно назвать нижеприведенные моменты:
Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности
При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
В некоторых случаях исключить вероятность стекания металла невозможно
Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
Способы сварки в вертикальном положении
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Возможные ошибки и дефекты сварного шва
- Ток большой величины при варке корня ведет к образованию вместо технологического окна отверстия, через которое металл будет капать вниз. Обеспечивайте ток такой силы, чтобы металл успевал остыть буквально сразу за движением электрода.
- Если технологического окна не видно, скорее всего, сила тока слишком мала, и ее увеличивают.
- Маленькое притупление приводит к увеличению технологического окна и к провисанию металла внутрь трубы.
- Зазор более 2 мм гарантирует появление пор в шве – работа будет неудовлетворительной.
- При сварке электродом нельзя делать скачковые движения более 5 мм в длину.
Сварка стальных труб – для новичка дело непростое. С практикой придет опыт и интуитивное ощущение того, что и в какой момент следует сделать, чтобы сварной шов вышел идеальным.
Особенности вертикальной сварки
Вертикальная сварка имеет сложность в том, что при создании шва, расплавленный металл норовит стекать вниз, чего ни в коем случае нельзя допустить. Если это произойдет, то поверх этой капли варить уже не получится, так как там содержится шлак от электрода.
Для создания качественной дорожки при ручной дуговой сварке, рекомендуется использовать короткую дугу на небольшом токе. При этом, мастер должен совершать движения снизу вверх, чтобы избежать ненужных потеков. Когда из расплавленной капли формируются вертикальные швы, нужно конец электрода убирать немного в сторону, чтобы дать материалу затвердеть и при этом не утратить искру.
Принципы вертикальной сварки
Для создания идеального шва, необходимо придерживаться несколько принципов вертикальной сварки:
- Если сварочные работы производятся на переменном токе, тогда обязательно начинать необходимо снизу. При этом кратер шва наполняется материалом так, что создает объемный валик, который параллельно служит некоторой подставкой для плавленого металла, находящегося немного выше. Таким образом и заполняется шов.
- При электродуговой методике металл в кратере шва при вертикальном положении должен застывать намного быстрее. Для этого лучше делать небольшие капли. Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).
Условия для качественного вертикального шва
Не все начинающие сварщики понимают, как варить вертикальный шов, чтобы он получился эстетичным, прочным и «правильным» с точки зрения качества. Есть несколько условий, выполняя которые получится идеальный шов практически с первого раза:
во время поджога нужно соблюдать перпендикулярное расположение электрода по отношению к деталям; чем короче дуга, тем быстрее кристаллизуется металл и снижается риск потеков, которые портят шов; во время формирования дорожки электрод необходимо наклонять, чтобы, металлические капли не стекали вниз; если по неосторожности материал потек, нужно увеличить силу тока и ширину шва. Этот маневр даст больше времени для кристаллизации.
Учитывая, что бывают детали, которые нужно сварить только методикой сверху
Для этого нужно соблюдать осторожность и плавность. Тогда металл не будет стекать и портить изделие
Если свариваемые пластинки очень тонкие, например жестяные или оцинкованные, тогда нужно сделать следующее:
Учитывая, что бывают детали, которые нужно сварить только методикой сверху
Для этого нужно соблюдать осторожность и плавность. Тогда металл не будет стекать и портить изделие. Если свариваемые пластинки очень тонкие, например жестяные или оцинкованные, тогда нужно сделать следующее:
Если свариваемые пластинки очень тонкие, например жестяные или оцинкованные, тогда нужно сделать следующее:
- максимально качественно зачистить детали, убрать с них пыль, грязь, остатки краски или масла, снять оцинкованный слой;
- шов делать точками. В этом случае снижается риск потеков и прожога делали.
Особенности вертикальных швов
Вертикальные сварочные швы прорабатывают по методике движения от самого низа к верху. Траектория движений сварщика электродом осуществляется специальными способами, в зависимости от применяемой технологии. По вертикали поднимаются по линиям полукруга, ёлочки или шагами по зигзагу. При горизонтальном сопряжении процесс идет по нескольким проходам на месте будущей сборки от нижнего уровня детали кверху.
На низком горизонте варят с помощью стыковочных сборок или другим методом углов. Прочность дают совмещения при повороте на 45 градусов, «лодочкой», с симметрией или асимметрией (применяется для труднодоступных мест).
Верхние сварочные комплексы — самые трудоемкие. Сложность придает текучесть расплавленной массы, которая съезжает с рабочей зоны. Для такой ситуации применяют низкие дуги, а показатели силы тока уменьшают до 20 %.
Показатели электрического тока и скорости перемещения дуги влияют на конечный результат сборки. Использование высоких электрических значений создает прогрев деталей до больших глубин, что позволяет повышать скорость движения электрода. Придерживаясь правильной взаимозависимости тока и темпа, получится гладкая безупречная сварка.
| Диаметр проводника, мм | Сечение деталей, мм | Показатель тока, А |
| 1,6 | 1-2 | 35-50 |
| 2 | 2-3 | 45-80 |
| 2,5 | 3-4 | 65-100 |
| 3 | 4-5 | 85-150 |
| 4 | 5-6 | 125-200 |
Учитывая пространственное расположение сцепления, подбирают соответствующий наклон ведения электрического тока. Горизонтально и вертикально расположенные изделия, как и стыки неподвижных труб, требуют направления дугового разряда вперед углом. Наклонные и стыковочные срезы варятся электродом, направленным под наклоном назад. Прямой угол широко используют для труднодоступных мест приваривания. Любой из способов дает сварщику возможность производить монтаж в различных условиях производства. Зная правильный режим сварки, можно добиться желаемого результата.
Качественные соединения при выполнении продольных соединений сплавления зависят от соблюдения всех этапов технологического процесса. Весомое препятствие вызывает контролирование процедуры, в результате которой образуется вертикальный шов электродуговой сваркой. Это объясняется точным физическим законом силы тяжести. Он тянет вниз жидкую массу расплава. Облегчить процесс поможет знание о том, какие электроды лучше для сварки.
До того, как варят вертикальный шов дуговой сваркой или применяют другой метод, требуется грамотно провести подготовку свариваемых частей. Первичная обработка — важная часть технологического процесса. После очищения металлических изделий их закрепляют в специальном положении путем создания мелких поперечных зацепок. Они не дадут деталям двигаться.
Принцип формирования узлов по осям вертикали состоит в том, чтобы переменный ток использовался только для техники движения снизу вверх. Сварная ванна заполняется расплавленной массой, создавая выпуклый вал. Так наполняется совмещаемый кратер. А электродуговые способы ускорят процесс застывания расплава. Поэтому берут небольшие капли и сокращают дугу.
Сварные швы: общие определения
Технология сваривания металлов тесно связана с понятием – сварной шов. Таковой формируется в процессе застывания металла, расплавленного дуговой электросваркой.
В зависимости от места исполнения сварки шов может располагаться горизонтально или вертикально. Кроме того, пространственное расположение шва может быть нижним, боковым, верхним.
Наиболее простой и легкой для исполнения считается укладка сварных швов в плоскости нижнего горизонта. В таких условиях расплавленный металл достаточно легко поддаётся контролю.
Оставшиеся варианты расположения швов в пространстве (боковое и верхнее) признаны технологически сложными для исполнения, требующими изучения техники сварки, наработки соответствующего опыта.
Электрическая дуга: контроль оптимальной длины
Величину зазора между горячим концом электрода и плоскостью металла, достаточную для образования электрического разряда, называют длиной дуги. Одна из главных основ инструкции сварщика – это контроль оптимальной длины дуги. Теоретически в режиме сварки можно получить три дуговых промежутка:
- короткий (1 – 1,5 мм);
- длинный (3,5 – 6 мм);
- нормальный (2 – 3 мм).
Для режима горения короткой дуги характерным является недостаточный прогрев металла по ширине. По краям шва, в таких случаях, отмечается так называемый «подрез» — небольшое углубление. Наличие подобного дефекта свидетельствует о низких качественных показателях сварного шва.
Режим сварки длинной дугой, как правило, сопровождается её периодическим гашением. Здесь отмечается малый прогрев металла по глубине. О хорошем качестве шва говорить тоже не приходится. Таким образом, остаётся единственный вариант, на который следует ориентироваться начинающему сварщику – нормальная длина дуги, которая должна составлять не более Ld = 0,5-1,1 * Dэ (Ld – длина дуги; Dэ – диаметр электрода).
Принципы вертикальной сварки
Выделяют и несколько других распространенных технологий, которые могут применяться для получения шва. Среди них отметим:
- Технология треугольника подходит для случая, когда толщина металла составляет не более 2 мм. Она должна проводится только после затупления кромок, которые будут соединяться. По форме получаемая ванная напоминает треугольник. Для подобной технологии рекомендуется выбрать электрод, диаметр которого составляет 3 мм. Сила тока должна быть не более 100 Ампер.
- Елочка применяется крайне редко, так как она подходит для основания с толщиной 2-3 мм. Она предусматривает хаотичное и сложное перемещение дуги.
- Лесенка применяется в том случае, если нужно образовать максимально широкий шов, кромки минимально притуплены. Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
Вертикальная сварка проще проходит при применении современного сварочного инвертора, который позволяет регулировать основные параметры с высокой точностью.
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
Стыковые
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.
Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.
В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
https://www.youtube.com/watch?v=yEz_cweZtyQ
Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
Потолочные
Характеристики разных видов сварных соединений.
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
Дуга должна быть короткой, чтобы исключить подрезы. Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.
В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.
Технология исполнения сварных швов
После сваривания металлических деталей на них остается сварной рубец. Получается он в процессе застывания металла, расплавленного электрической дугой.
Также рекомендуем прочитать:
Принцип работы и проверка симистора мультиметром на исправность Самоделки из бензопил «Урал» и «Дружба» Как сделать подставку для паяльника своими руками Как выбрать сварочные электроды для инвертора: электросварка
Сварщику приходится делать различные швы в зависимости от их расположения на металлической конструкции: вертикальные и горизонтальные. Рубцы к тому же могут различаться по расположению в пространстве. Они могут быть:
- Верхними.
- Нижними.
- Боковыми.
При изучении сварочной технологии лучше начинать работы с укладки сварного шва в нижней горизонтальной плоскости. Как показывает практика, в этих условиях достаточно легко контролировать расплавленный металл.
Сварить качественные швы в верхнем и боковом пространстве получится только после изучения техники сварочных работ и приобретения соответствующего практического опыта.
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
Ошибки, которые могут возникнуть при сварке
Непровар
Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.
Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.
Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.
Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно. Холодные трещины ведут к разрушению изделия
Сварка одиночных валиков снизу вверх
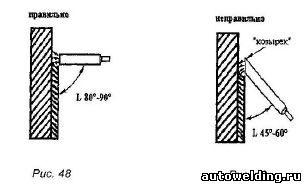
При сварке вертикальных швов применяется только короткая дуга. Сварочный ток в основном минимальный или средний, позволяющий вести непрерывную сварку без отрыва дуги, без подтеков металла шва. Угол наклона электрода к вертикальной плоскости составляет 80°-90°, что способствует более прямому воздействию сварочной дуги на изделие и создает легкость в управлении сварочным процессом (рис. 48). При сварке электродом под углом 45°-60° (рис. 49) искусственно создается «козырек» (неравномерное расплавление покрытия), что мешает управлению сварочным процессом. Обязательно манипулирование электродом на ширину валика в 2-4 диаметра электрода с покрытием.
При сварке вертикальных швов рекомендуется применять два метода манипулирования — «лестница» и «дугой вперед», что позволит выполнить швы нормальной формы (рис. 50).
По мере наполнения сварочной ванны электродным металлом необходимо с каждым переходом из точки 1 в положение 2 и обратно в положение 3 производить подъем, задерживаясь в местах перехода. Задержка по времени должна быть такой, чтобы заполнить кратер электродным металлом и плавно вернуться на противоположную сторону не позднее, чем закристаллизуется там металл шва. Это способствует формированию «нормального» валика без подрезов и с плавным переходом к основному металлу и минимальным перепадам между чешуйками. Поэтому очень важен момент перехода. Ушел раньше — получил подрез и «выпуклый» валик. Передержал — наплыв и грубая чешуйка.
Многие сварщики при сварке вертикальных швов применяют манипулирование электродом «дугой назад», что приводит к чрезмерной выпуклости шва. Это объясняется тем, что большая часть жидкого металла шва стекает в центр сварочной ванны, т.к. в центре шва более высокая температура, чем на краях валика. Методом «дугой назад», спускаясь к центру, увеличиваем количество жидкого металла в центре валика. Такой метод при сварке вертикальных швов исключить.
Особенности техники формирования швов
Техника формирования швов
Для понимания всех тонкостей процедур по подготовке потолочных швов, прежде всего, следует ознакомиться с основными требованиями, предъявляемыми к технике выполнения работ подобного класса. В процессе выполнения сварочных операций должны выполняться следующие обязательные условия:
- сварка может производиться только ручным способом;
- для образования соединения применяются так называемые покрытые электроды;
- сваривание должно производиться в режиме «короткой дуги» с использованием электродов не более Ø 4 мм;
- при подготовке шва во избежание растекания металла электрод следует держать слегка отведенным в сторону;
- ширина подготавливаемого шва не должна превышать двойной толщины электрода;
- во избежание образования газов, снижающих качество шва, используемые электроды должны быть совершенно сухими;
- сварка должна вестись по направлению «на себя», что позволяет подбирать оптимальный темп продвижения, а также отслеживать качество образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей или заготовок перед началом работ тщательно зачищаются, а по окончании работ с них обязательно удаляются застывшие остатки сварки.
При работе с заготовками большей толщины (порядка 1 см и более) сварка должна выполняться в несколько проходов. При самом первом проходе используется электрод диаметром не более 3 мм; все последующие операции проводятся электродом Ø 4 мм.
Потолочная сварка круглой детали
Особо обратим ваше внимание на то, что потолочные швы бывают не только горизонтальными, но и могут иметь определенный уклон, варьируемый в пределах от 10 до 80 градусов (так называемое полупотолочное соединение). В этом случае для формирования наклонного шва может применяться как ручная, так и автоматическая сварка с использованием всё тех же покрытых электродов
Технология сварки вертикальных сопряжений
Без опыта в сварке сложно понять, как безопасно сваривать вертикальные швы электросваркой согласно техническим требованиям, а также сделать его гладким и монолитным. Профессиональное сцепление металла получается, когда:
- Постоянно контролируют взаимную перпендикулярность электродов и металлических частей.
- Используют укороченную дугу, из-за которой кристаллизация ускоряется. Это снижает количество потеков и дефектов совмещений.
- Изменен угол проводника, чтобы приостановить потеки расплавов.
- Уже произошла утечка. Тогда надо повысить показания тока и увеличить шаги, чтобы увеличилось время кристаллизации.
Когда требуется проложить дорожку сверху вниз в труднодоступном месте, лучше не спешить и следовать специальным нормам. В результате железо будет податливо, а потеки не будут мешать.
Правила того, как осторожно, правильно и профессионально заварить местный вертикальный шов сваркой, когда металлические листы совсем тонкие:
- предварительно обработать изделие, убрать загрязнения и прочие остатки на металле, снять оцинковку;
- точечными шагами снизить потеки и прожоги материала.
Понять, как следует правильно сваривать инверторной сваркой вертикальный шов, легко, если сварщиком учтены следующие факторы:
- состав соединительных материалов;
- сварочные методики при таких составах;
- опыт мастера;
Также необходимо заранее узнать о возможностях применяемого оборудования.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Как варить вертикальный шов?
Сложность контроля сварки в условиях создания вертикального шва обусловлена обычным физическим явлением – силой тяжести. Таковая оказывает действие на массу расплавленного металла, который будучи в жидком виде, устремляется вниз.
Здесь действия профессионального сварщика заключаются в том, чтобы не дать расплавленной массе оторваться от места сваривания. Достичь такого результата поможет стабильно горящая электрическая дуга, удерживаемая на минимально допустимом расстоянии от конца электрода до сварочной ванны.
Техника снизу вверх
Вертикальный стык, как правило, заваривают ходом электрода в направлении от нижней точки к верхней. Такой маршрут обеспечивает более стабильный контроль, а электрическая дуга уверенно держит ванну с расплавом, предупреждая растекание. Именно проходом снизу вверх удаётся сформировать максимально качественный вертикальный шов.
Техника формирования вертикального шва по направлению снизу вверх. Для получения требуемой ширины шва и глубины провара мастера используют разные варианты «рисования» электродом
Конечно же, перед началом сваривания вертикального шва следует подготовить границы стыка, обработать в соответствии с техническими требованиями. Сварочный аппарат нужно настроить под условия сварки (выставить ток, подобрать электрод).
Изначально по линии стыка делаются несколько точечных «прихваток» – сварка коротким швом (1 – 2 см). Цель таких действий – исключить в процессе нагрева смещение свариваемых частей по причине температурной деформации.
Пример вертикального шва, полученного после сварки двух металлических пластин квалифицированным сварщиком. Использовалась техника направления перемещения электрода снизу вверх
Когда делается сварка стыка вертикально, угол удержания электрода относительно плоскости, на которую будет ложится шов, выдерживают в пределах 45-90º.
Инструкция сварщика устанавливает следующие действия:
- Контактом электрода о металл зажигается дуга.
- Делаются «прихватки» в 3-4 точках по линии стыка от её середины к краям.
- Сварка начинается в нижней точке линии стыка.
- Ход электрода направлен вверх, сварочная ванна удерживается в рабочей зоне.
Продвигать электрод следует с умеренной скоростью. Главный скоростной критерий – образование оптимального количества расплава сварной ванны.
Одновременно с вертикальным ходом электрода допустимы поперечные зигзагообразные движения «полумесяцем», «елочкой» или другим «рисунком». Но техника поперечного хода видится актуальной только на металлах с толщиной стенки больше 4 мм.
Сваривать металл вертикальным швом рекомендуется одним проходом без остановки. Для начинающих сварщиков в этом видится сложность. Однако опыт нарабатывается быстро.
Техника сверху вниз
Набравшиеся опыта, сварщики без труда укладывают вертикальный шов движением электрода сверху вниз. В чём заключается хитрость исполнения такой операции?
Всё просто: поджигая электрическую дугу, электрод устанавливают относительно рабочей плоскости под углом 90º. Как только металл в точке образования дуги начинает расплавляться, угол установки электрода изменяют на 15-20º, немного опуская держатель.
Техника производства вертикального шва при направлении движения электрода сверху вниз. В этом варианта применяются несколько иные формы поперечной «отрисовки» электродом
Проводка электрода по линии стыка толстостенных металлов также выполняется поперечными зигзагами «пилообразной» или «прямоугольной» формы. Некоторые сварщики пользуются методикой «волнообразного» распределения расплава.
Между тем, способ формирования вертикального шва по направлению сверху вниз сопровождается большими сложностями для сварщика. Однако, по мнению многих специалистов, сварка в таком виде даёт лучший результат в плане качественных показателей.
https://youtube.com/watch?v=_9i1u5ihIHI
Финишная обработка сварных швов
Как правило, большинство сварных соединений требуют последующей обработки для удаления разбрызгавшегося расплава, окалины, шлака. Помимо того, нередко возникает необходимость выравнивания выпуклой поверхности шва.
При зачистке шва, в первую очередь, с использованием молотка и зубила удаляются с поверхности шва брызги, окалина и шлак. Далее, при необходимости, посредством углошлифовальной машины проводится выравнивание шва. Зернистость абразивного круга подбирается в зависимости от требуемого уровня гладкости шва.
В отдельных случаях сварной шов покрывается тонким слоем оловянного расплава.
Инструкция начинающего сварщика
Для выполнения сварочных работ помимо соответствующего оборудования необходимо иметь и защитную экипировку. Стандартный набор состоит из таких элементов:
- Обувь, брюки, куртка и перчатки из прочного несгораемого материала.
- Головной убор из плотной ткани.
- Профессиональную защитную маску.
В работе следует использовать только исправный инвертор с надежно защищенной электрической частью. Кабель, который идет от сварочного аппарата к сети и рабочему месту, долен быть надежно изолирован с большим запасом мощности, чтобы выдерживать рабочие нагрузки.
Рабочее место сварщика в обязательном порядке комплектуется специальным столом, заземлением, противопожарными средствами и мощными осветительными приборами. Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.









