Как правильно заточить сверло по металлу: угол заточки, приспособления
Содержание:
- Особенности: под каким углом затачиваются сверла различного вида
- Как продлить срок службы сверла
- Устройство сверла
- Что надо знать перед заточкой сверла
- Заточка мелких свёрл
- Заточка изделий другой конструкции
- Как продлить срок службы резца
- Как правильно заправить сверло по металлу с помощью дрели
- Что нужно знать перед началом заточки
- Процесс заточки
- Особенности заточки рассматриваемого инструмента
- Как понять, что пора заточить сверло
- Параметры заточки сверл
- Нюансы выполнения заточки
- Как проверить правильность затачивания сверла по металлу
- Способы заточки
- Зависимость угла заточки от материала
- Конструкция
- Инструкция для работы на заточном станке
Особенности: под каким углом затачиваются сверла различного вида
Задача процедуры – восстановление прежних форм резца. Есть наиболее стандартная геометрия. Она называется нормальная или одинарная, маркируется как Н. В ходе нее формируется одна или две режущие кромки с уклоном под 118-120 градусов. Данный вид затачивания характерен для оснастки, которая в диаметре не превышает 1,2 см.
Такие варианты как НП, НПЛ, ДП и ДПЛ можно использовать на сверлах еще более узких – до 0,8 см в сечении. В ходе них затачивается поперечный край, чтобы уменьшить на него нагрузку. А также снижается ширина ленточки, это решает две проблемы:
- снижается сила трения, а значит, нагрев;
- дает большую эффективность сверлению.
Как продлить срок службы сверла
«Посадить» сверло не сложно, сложнее будет вернуть ему работоспособность. Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
- Не допускайте перегрева свёрл. Перегрев рабочей части сверла способствует размягчению металла, его быстрому затуплению.
- Подберите скорость вращения. Скорость вращения сверла подбирают в зависимости от его типа и диаметра. Для разных материалов нужное число оборотов при одинаковом диаметре сверла так же будет отличаться.
- Смазывайте сверло. При сверлении отверстий в металле возникает сильное трение между сверлом и заготовкой, что приводит к его перегреву и быстрому износу. Для уменьшения трения в место соприкосновения сверла с деталью подливают машинное масло.
- Извлекайте стружку. При работе с деревом нужно часто извлекать сверло и очищать его от набившейся стружки. Ее избыток может привести к перегреву, а так же сверло может застрять в детали и сломаться. Давайте сверлу остывать между погружениями.
- Делайте отверстия в металле за несколько проходов. Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
- При заточке подтачивайте перемычку и ленточку. Это повысит стойкость, сверло будет лучше врезается в материал, возрастает производительность сверления, уменьшается усилие подачи.
Ниже приведена таблица с приблизительными значениями количества оборотов в минуту в зависимости от диаметра сверла и обрабатываемого материала.
| Ø, мм | Мягкие породы дерева | Твердые породы дерева | Сталь | Медь | Алюминий |
|---|---|---|---|---|---|
| Спиральные сверла по металлу | |||||
| до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
| 6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
| 10-16 | 1500 | 750 | 600 | 750 | 1500 |
| 16-25 | 750 | 500 | 350 | 400 | 1000 |
| Спиральные сверла с подрезателем по дереву | |||||
| до 3 | 1800 | 1200 | — | — | — |
| 6 | 1800 | 1000 | — | — | — |
| 9 | 1800 | 750 | — | — | — |
| 12 | 1800 | 750 | — | — | — |
| 16 | 1800 | 500 | — | — | — |
| 19 | 1400 | 250 | — | — | — |
| 22 | 1200 | 250 | — | — | — |
| 25 | 100 | 250 | — | — | — |
| Перьевое (перовое) сверло по дереву | |||||
| до 12 | 2000 | 1500 | — | — | — |
| 12-25 | 1750 | 1500 | — | — | — |
| 25-39 | 1500 | 1000 | — | — | — |
Устройство сверла
Рисунок 1. Заточка сверла по бетону
Перед тем, как рассмотреть заточку сверла по бетону, необходимо изучить его устройство.
Состоит оно из следующих частей:
- хвостовик – эта часть предназначена для его надежной фиксации в патроне перфоратора или дрели. Имеет диаметр 10-18 мм. Различные виды буров отличаются не только по диаметру хвостовика, но и по наличию на нем канавок и выступов.
- тело – спиралевидная центральная часть сверла, изготавливаемая из прочной устойчивой к высоким нагрузкам и температурам стали. Предназначена эта часть для удаления из просверливаемого отверстия частиц бетона, измельчаемого режущей головкой.
- режущая головка – рабочий часть сверла, имеющая износоустойчивое алмазное напыление или состоящий из прочных твердосплавных пластинок. Одним из самых распространенных сплавов, используемых в изготовлении режущих головок обычных сверл по бетону, является победит.
Что надо знать перед заточкой сверла
Чтобы качественно заточить свёрла, важно организовать в помещении хорошее освещение. Человек должен обладать хорошим зрением
Если зрение низкое или сверло мелкое, понадобится лупа или очки с увеличением.
Нельзя чтобы металлическая пыль, образующаяся при заточке сверла, попала в глаза, органы пищеварения, дыхательные пути. Следует надеть очки.
Затачивание сверла состоит из нескольких этапов:
- подготовка точильного инструмента
- определение точного угла и способа заточки
- сама заточка. Сначала стачивается задняя поверхность сверла, затем правится режущая кромка и уменьшается перемычка (при необходимости).
- доводка до гладкости
- уборка
При заточке необходимо следить, чтобы сверло не перегревалось. В противном случае повышается риск деформации. Поставьте рядом емкость с машинным маслом (или на крайний случай – с водой). После высверливания каждой точки опускайте сверло на 2–3 минуты в жидкость.
Чем твёрже материал, из которого изготовлено сверло, тем с меньшей скоростью следует его обрабатывать.
Свёрла бывают разного назначения и, поэтому, разной формы (плоские, спиралевидные, центровые, с одной или несколькими гранями). Поэтому основная задача при заточке сверла — придание правильной формы и угла режущей кромке.
Угол при вершине 118° ± 2° с задним углом от 7° до 12° считается универсальным, их имеют в виду, когда говорят о спиральном сверле по металлу без указания материала для обработки. Именно эти углы имеются ввиду в большинстве статей, видеороликов, книг как типовые.
Ниже приведены два самых распространенных способа образования заднего угла при вершине сверла.
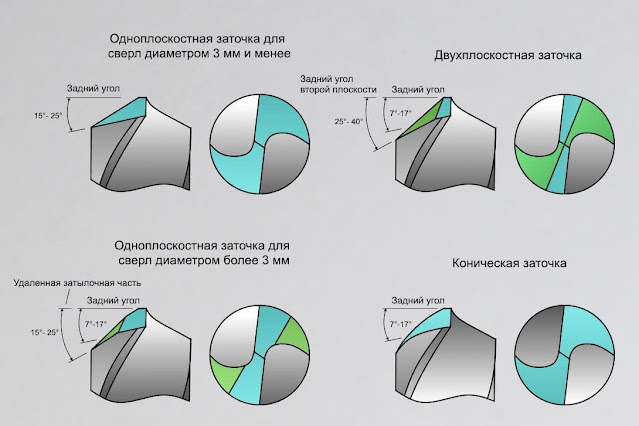 |
| Два самых распространенных способа образования заднего угла при вершине сверла |
Правильно заточенное сверло имеет:
- Две режущие кромки острые и симметричны друг другу.
- Задние поверхности скошены и расположены ниже режущей кромки. Т.е. между деталью, которую нужно просверлить, и вершиной инструмента присутствует зазор.
- Перемычка не слишком толстая и находится в центре.
Самая частая ошибка при неправильной заточке: это заваливание режущей кромки вперед. Из-за чего она не будет самой высокой точкой зуба, а на задней поверхности будет своеобразна возвышенность, горка. При этом сверло работать не будет, т.к. при сверлении оно просто будет тереться задней поверхностью о материал.
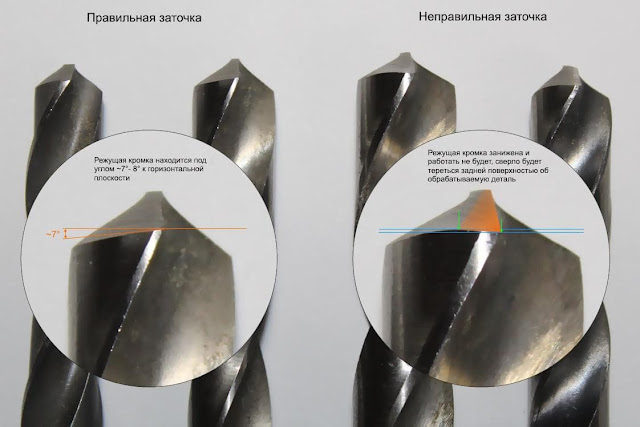 |
| Правильная и не правильная заточка сверла |
Подточка перемычки и ленточки
Дополнительно к основной заточке можно подточить перемычку и ленточку. Не обработанная перемычка создает значительное сопротивление сверлению – продвижению сверла вглубь обрабатываемого материала. Чтобы уменьшить сопротивление перемычку подтачивают с двух сторон, но не полностью. Полное стачивание перемычки недопустимо, при этом заточку инструмента придется начинать заново, чтобы ее восстановить.
Есть несколько типов подточки перемычной кромки:
- с канавкой для отвода стружки
- с увеличением передних углов на кромке перемычки
- с увеличением передних углов на кромке перемычки и подрезанием задней части зуба
- со стачиванием части перемычки
- со стачиванием части перемычки и подточкой режущих кромок
- с прорезкой перемычки
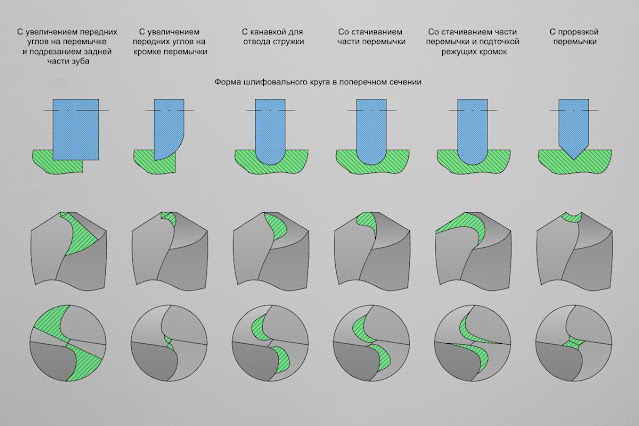 |
| Типы подточки поперечной кромки сверла |
Перемычку стачивают на глубину 0,1—0,15 диаметра сверла. В результате повышается стойкость, сверло лучше врезается в материал, повышается производительность сверления, уменьшается усилие подачи. Перемычку можно подточить на сверле любого диаметра, но для диаметров менее 5 миллиметров понадобятся специальные инструменты, например, алмазный надфиль.
Заточка мелких свёрл
К сожалению, инструмент диаметром меньше 4 мм заточить с использованием насадки или на станке невозможно. Поэтому такие сверла точат вручную, используя напильник или надфиль. Что касается последнего, то лучше выбирать с алмазным напылением. Даже если был использован напильник, доработать кромки необходимо надфилем.
Все сложность проводимой операции заключается в том, что режущий инструмент имеет небольших размеров плоскости и кромку. Поэтому рекомендуется для этого приобрести очки с четырёхкратным увеличением, а также воспользоваться лампой с хорошим световым потоком.
Принцип заточки точно такой же. Но есть и некоторые рекомендации:
- стачивать слой более 1 мм не рекомендуется;
- угол заточки сверла по металлу стандартный, но выдерживается на глаз;
- как показывает практика, первое сверло вы обязательно испортите, не стоит отчаиваться, навык приходит с опытом.
В видео показано, как точить сверла по металлу вручную:
Заточка изделий другой конструкции
Кроме спиральных свёрл для обработки металла применяются инструменты других конструкций. В домашних условиях можно осуществить отладку следующих инструментов.
Конусные буравчики
Заточить ступенчатое сверло можно с применением обычного напильника. Режущая кромка изделия затачивается под прямым углом.
Если конусное сверло затупилось на ограниченном участке, то выполнять заточку следует не выходя за пределы повреждённой площади.
Видео:
Корончатые
При отладке корончатых инструментов применяется специальное приспособление и необходимо знать под каким углом должен сниматься металл с режущей поверхности. Учитывая все сложности и временные затраты на выполнение процедуры, лучше для заточки обратится к опытным мастерам.
Видео:
Заключение
Научиться самостоятельно точить свёрла по металлу несложно.
- При небольших объёмах достаточно приобрести качественный напильник и осуществлять процесс вручную.
- При больших объемах для сокращения временных затрат лучше приобрести специальное оборудование, которое ускорит работу и снизит вероятность неправильной правки инструмента.
Как продлить срок службы резца
Чтобы его как можно дольше не приходилось править, стоит:
- избегать перегрева, который приводит к быстрому размягчению металла, а значит и к затуплению кромки;
- смазывать машинным маслом – это поможет снизить столь опасную силу трения и предотвратить резкое повышение температуры в зоне контакта;
- контролировать скорость вращения – ограничивайте ее, ориентируясь на твердость материала и нужный диаметр отверстия, но не гонитесь за быстротой, помните, что условия эксплуатации должны быть щадящими;
- своевременно убирать стружку, чтобы она не забивала углубление, иначе инструмент может застрять и даже сломаться;
- обрабатывать еще и перемычку с ленточкой – так вы улучшите стойкость и качество врезания, что позволить ослабить подачу, сохраняя должную производительность;
- делать несколько проходов, давая паузы между каждым из них – чтобы приспособление успевало остыть.
Мы рассказали, как правильно заточить сверло по металлу, видео этого процесса тоже предоставили, теперь вы можете смело приступать к обработке поврежденных стержней. А если вам нужно приобрести для этого станок, его найдете в каталоге завода-производителя «Сармат», обращайтесь и заказывайте качественное и современное оборудование.
Как правильно заправить сверло по металлу с помощью дрели
Логично использовать дополнительное вращение, как инструмент формирования равномерного угла, и для поиска центра. Ваши действия:
- Вставляем и закрепляем элемент в патрон.
- Подводим вращающийся орган к наждаку под необходимым наклоном.
- Выдерживаем нужное время для образования равномерного конуса на торцевой поверхности.
- Достаем из дрели.
- Дотачиваем пятки.
- Создаем правильный профиль перемычки.
Похожая методика применяется при исправлении сверл с конусной посадкой на токарном станке. При этом точильный аппарат подводится под определенным направлением с использованием возможностей оборудования. Мы смогли вкратце рассмотреть принципы восстановления работоспособности стандартных спиральных моделей. Но не стоит забывать, что металлообработка потребовала создание очень большой линейки изделий с подобным назначением.
https://youtube.com/watch?v=KCL27Bs9DYg
Что нужно знать перед началом заточки
Заточка является довольно важным процессом, влияющим на последующую работу инструмента
Но важно знать, что не нужно натачивать его, если этого не требуется. Это является лишней тратой времени и сил (особенно при ручном затачивании)
Именно поэтому необходимо ознакомиться с признаками того, что инструмент затупился.
Во-первых, он быстро нагревается во время работы, деформируется и мешает нормально им пользоваться. Это является одним из признаков того, что пора заниматься заточкой.
Во-вторых, если во время процесса чувствуется, что отверстия просверливаются гораздо дольше, чем раньше, то стоит изучить сверло на предмет затупления.
И, наконец, в-третьих — выполненное отверстие получается слишком неровным. Это, наверное, один из самых главных признаков, указывающих на необходимость заточки.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Особенности заточки рассматриваемого инструмента
Сложность конструкции сверла определяет то, что при заточке может возникнуть просто огромное количество нюансов. К особенностям проводимой работы можно отнести нижеприведенные моменты:
- Необходимость в заточке многие замечают при возникновении проблем на момент проведения работы по сверлению. Стоит учитывать, что проблемы могут возникать не только по причине затупления режущей кромки, но и поломки или износа всего инструмента.
- Первым признаком того, что следует провести заточку сверла является существенное увеличение продолжительности работы. Другими словами, на получение отверстия уходит намного больше времени.
- Тупое сверло намного быстрее греется. Стоит учитывать, что повышенная температура становится причиной деформации металла. Высокая температура приводит к повышению пластичности металла.
- При отсутствии требуемого опыта следует провести тренировку на изношенных сверлах. Это позволит исключить вероятность повреждения режущего инструмента. При неправильном проведении работы в дальнейшем сверло нельзя будет использовать для проведения работы.
Читать также: Вибратор для бетонных работ
Разновидности сверл по дереву.
Важным моментом назовем то, что сверло по дереву изготавливается из менее прочного материала. Сверла, предназначенные для сверления металла, изготавливают из более износоустойчивого материала.
Как понять, что пора заточить сверло
Не стоит допускать, чтобы сверло затупливалось слишком сильно. Из-за этого инструмент теряет эксплуатационные характеристики, а сама бита гораздо быстрее нагревается (рисунок 1).
В будущем это может привести к поломке инструмента или порче деталей. Кроме того, при сверлении тупым сверлом осколки начинают разлетаться в разные стороны и случайно могут травмировать работника.
Определить износ несущих кромок можно по следующим признакам:
- сверло очень быстро нагревается;
- в процессе сверления появляется характерный неприятный скрипящий звук;
- стандартное время сверления сильно увеличивается;
- на режущих поверхностях появляются острые края и сколы.
 Рисунок 1. Определить тупое сверло можно по внешнему виду или на ощупь
Рисунок 1. Определить тупое сверло можно по внешнему виду или на ощупь
Кроме того, тупую режущую кромку легко определить на ощупь. Такое сверло становится идеально гладким и округлым.
Параметры заточки сверл
Как в производственных, так и в домашних условиях сверла по металлу можно заточить на наждачных станках, оснащенных точильным кругом соответствующей твердости. Лучше всего в таких случаях использовать серийное оборудование. Если же его нет в наличии, то точить сверла можно и на устройствах, изготовленных своими руками. Следует иметь в виду, что характеристики данного оборудования, а также приспособлений для заточки сверл, используемых с ним в комплекте, во многом определяют качество такой процедуры.
Наиболее важными параметрами, которые следует учитывать, чтобы правильно заточить сверло по металлу своими руками, являются:
- угол, под которым задняя часть инструмента располагается к плоскости сверления;
- угол заточки передней поверхности режущей части;
- длина поперечной перемычки на режущей части;
- угол при вершине режущего инструмента;
- длина режущих кромок.
Чтобы заточка сверла была качественной, необходимо обеспечить его подачу в зону обработки под требуемым углом. Для решения этой задачи используются различные приспособления, которыми оснащаются точильные станки.
Следует иметь в виду: если заточка сверла по металлу будет выполнена неправильно, это может привести не только к некачественному результату, но и к поломке инструмента.
Нюансы выполнения заточки
Для ответа на вопрос, как правильно заточить сверло, следует изучить, какие для данного процесса существуют нюансы. Сначала требуется убедиться в том, что инструмент затупился. Ведь он может быть сломан либо изношен. Признаками необходимости проведения процедуры заточки, считаются следующие обстоятельства:
- Сверление стало занимать больше времени;
- Отверстие получается неровным;
- Сверло быстро становится горячим и деформируется.
При использовании электрического станка, который затачивает инструмент, нужно для удобства применять держатели, а также периодически охлаждать сверло в емкости с водой либо машинным маслом, чтобы оно не подвергалось перегреву и деформированию.
Сверло к точильному диску нужно приставлять аккуратно. Для обеспечения наиболее точных величин можно пользоваться дополнительными приспособлениями, к примеру устройством, куда устанавливают и зажимают инструмент.
Так он будет находиться в особом механизме, что уменьшит вероятность появления ожога из-за сильного нагрева в процессе затачивания. А еще для предотвращения повреждения кожи на руках необходимо перед началом работы надеть перчатки.
Сначала следует выполнить предварительную заточку, а потом кромку нужно доводить до идеально гладкой формы. Для этого применяют тот же станок, но с низкими оборотами. Затем заточенное сверло можно снова эксплуатировать.
Обычный напильник тоже справляется с затачиванием данного металлического инструмента. Однако эта процедура продлится дольше.
Следует также иметь в виду, что для выполнения процесса затачивания человек должен обладать хорошим зрением, а в помещении, где будет проводиться работа, нужно организовать нормальное освещение.
Как проверить правильность затачивания сверла по металлу
Чтобы быстро проверить, насколько правильно заточено сверло применяют специальный шаблон. Его достаточно просто сделать самому. Как выглядит подобный шаблон приведено на рисунке.
- шаблон для проверки;
- контролирование длины режущих кромок, a также угла при вершине;
- контроль угла наклона, который имеет винтовая канавка;
- проверка угла, который имеет поперечная кромка.
Изготавливают такой шаблон из листового металла, например, нержавеющей стали, алюминия, меди. Толщина металла один миллиметр. Таким шаблоном:
- можно контролировать угол, который образуется между режущей кромкой и перемычкой;
- можно контролировать угол при вершине;
- можно контролировать длину режущих кромок.
Также можно контролировать задний угол. Поскольку сделать это непосредственно очень трудно, то измерение происходит опосредовано путем измерения угла заострения.
Проверить, правильно ли произведена заводская заточка предельно легко– достаточно просверлить любой мягкий металл на глубину в 1 сантиметр, a затем замерить диаметр полученного отверстия. Он должен точно совпадать с заявленным диаметром сверла по металлу. Неправильно произведенное затачивание режущих кромок, когда их клины неодинаковы, или они заточены под разными углами в отношении оси сверла будет вызывать биение инструмента, в результате чего диаметр отверстия получится больше.
Пробное сверление также выявляет неправильности заточки посредством контроля выхода стружки. В случае неодинаковой заточки перьев, выход из соответствующей канавки стружки будет меньше у испытывающего меньшие нагрузки.
Способы заточки
В специализированных столярных мастерских используют особые заточные станки для сверл. Это высокоточное оборудование, которое позволяет быстро восстановить первоначальный вид режущей кромки. Для домашнего использования этот вариант не подходит, поскольку стоимость этих станков достаточно высокая.
В домашних условиях для этой цели можно использовать специальную насадку на дрель, болгарку или точильный круг. Каждый способ имеет свои особенности, поэтому их следует рассмотреть детальнее.
На точильном круге
Наждачный станок с точильным кругом считается универсальным устройством, а при наличии навыков процесс заточки займет всего несколько минут (рисунок 2).
Процесс заточки выглядит следующим образом:
Сверло располагают под углом в 60 градусов относительности плоскости точильного круга
При этом важно, чтобы режущая кромка должна занять горизонтальное положение.
Если приходится точить крупное и сильно изношенное сверло, лучше сначала воспользоваться грубым, а потом мягким точилом по металлу. Во всех остальных случаях можно воспользоваться только одним кругом (для мягкой заточки).
Левую руку, удерживающую инструмент, кладут на подручник
Сверло фиксируют большим пальцем, а правой рукой берутся за хвостовик.
После включения наждака сверло слегка подвигают, а режущую кромку плотно прижимают к поверхности точильного круга. Кончик сверла начинают плавно двигать вверх. В дальнейшем выполняют скользящие действия, сохраняя оптимальный градус наклона.
Далее сверло поворачивают на 180 градусов и повторяют процедуру. Крайне важно, чтобы режущая кромка была одинаково заточена с двух сторон.
 Рисунок 2. Самый простой способ заточки — использовать наждачный круг
Рисунок 2. Самый простой способ заточки — использовать наждачный круг
На болгарке
Заточка сверла на болгарке — далеко не лучший способ заточки, ведь использование этого инструмента чревато получением травм.
Чтобы избежать травм, инструмент желательно вставить в тиски или закрепить неподвижно любым другим способом.
Инструкция по заточке сверла на болгарке выглядит достаточно просто. Сверло ставят под нужным углом относительно диска. Сначала стачивают заднюю поверхность одного зуба, а потом второго. Далее корректируют длину режущих кромок и затачивают перемычку. Но на самом деле такая заточка требует навыков и повышенной внимательности при выполнении.
Насадкой на дрель
Также в домашних условиях можно использовать специальную насадку на дрель. Внешне этот приспособление напоминает патрон. Внутри расположен наждачный камень с предустановленным углом в 118 градусов (рисунок 3).
 Рисунок 3. Использование специальной насадки для дрели упрощает заточку сверла
Рисунок 3. Использование специальной насадки для дрели упрощает заточку сверла
В самой насадке расположено несколько отверстий разного диаметра для различных типов сверл. При включении дрели камень начинает вращаться и затачивает инструмент. Как правило, процедура занимает не более 30 секунд.
Зависимость угла заточки от материала
Выше мы уже упоминали, что количество градусов меняется в ту или иную сторону, исходя из того, что за деталь обрабатывается. Чем она меньше, тем кромка длиннее, лучше теплоотвод, дольше срок службы. Чем больше, тем труднее центрировать инструмент на начальном этапе выполнения технологической операции.
Есть универсальная величина – 118 0 (с допуском в 2 0) и 7-12 0 соответственно. Ее выбирают тогда, когда никаких подробностей не указано. Если же известно, из чего выполнена заготовка, следует отдать предпочтение рекомендованным величинам, которые мы для наглядности свели в таблицу.
| Материал | Угол, 0 | |
| задний | при вершине | |
| мягкая древесина, пластмасса, волокнистые структуры | 12-15 | 60 |
| твердые породы дерева, упругая резина, бакелит, ковкий каучук | 90 | |
| нержавейка, сплавы коррозионных и жаропрочных сталей | 12-14 | 127 |
| инструментальная сталь | 7-15 | 118-150 |
| медь | 12-15 | 100-118 |
| твердая бронза, конструкционные стали, чугун (работая с литьем, из него следует выполнять двойную заточку, делая угол переходной кромки в 70-75 0) | 7-12 | 118 +/- 2 |
|
сплавы |
||
| титановые | 12 | 70-118 |
| магниевые | 135-140 | |
| алюминиевые | 12-17 | 90-140 |
| медные | 12-15 | 118-150 |
Конструкция
Сверло Левиса входит в основной набор инструмента профессионального плотника, отличаясь небольшим весом, оно не нагружает двигатель электродрели, и позволяет выполнять глухие и сквозные отверстия в труднодоступных местах: углах балок, местах креплений деревянных деталей внахлёстку и пр.
Спиральное сверло состоит из следующих участков:
- Хвостовика, который имеет шестигранный профиль и предназначен для фиксирования сверла в патроне дрели или сверлильного станка.
- Основной рабочей части, представляющей собой спиральную ленту постоянного поперечного сечения и сравнительного небольшого угла наклона. Для спирали Левиса он выбран таким, чтобы обеспечивать надёжное удаление стружки из зоны сверления.
- Центровочного, заканчивающегося остриём с конической резьбой, что позволяет снижать осевую нагрузку при выполнении операции. Для инструмента сравнительно малой жёсткости (а спиральное сверло – именно такое) высокие осевые нагрузки становятся основной причиной поломки.
Ввиду сложности профиля сверла Левиса по его длине такая оснастка практически никогда не изготавливается в сварном исполнении. Материалом служит быстрорежущая сталь марок 10Р6М5, Р6М3 и им подобные, по ГОСТ 19265-74.
Особенностями спирали Левиса считается её однозаходность, что обеспечивает сверлу возможность самопроизвольного втягивания в полость образующегося отверстия. Одновременно улучшается направление сверла, а, по мере углубления отверстия, происходит подрезка кромки с получением гладкой образующей.
Инструкция для работы на заточном станке
Для начала желательно вспомнить правила безопасности:
нельзя работать без перчаток или без подручника;
глаза нужно защищать очками или маской;
при работе до абразивного круга дотрагиваться запрещено;
после выключения нельзя трогать круг, пока он полностью не остановится.
Теперь можно перейти непосредственно к тому, как заточить сверло по металлу
Важное правило при этой процедуре – задние поверхности нужно делать ровными и с идентичным углом. Чтобы при обработке стало легче контролировать требуемый градус, можно прямо на подручнике станка с абразивным кругом нанести фломастером линию, над которым потом следует подгонять угол при удержании сверла

Внимание! Сверло кладут справа от проведённой линии, чтобы инструмент не перекрывал обзор, была видна черта. Чтобы стало проще управлять сверлом при обработке, его нужно положить на указательный палец правой руки, прижатый к подручнику
Сверху инструмент фиксируется большим пальцем этой же ладони. Держать сверло следует другой рукой за хвостовик (заднюю его часть). Управлять углом нужно левой ладонью, смещая хвостовик вниз, но так, чтобы центральная ось была параллельна проведённой маркером линии
Чтобы стало проще управлять сверлом при обработке, его нужно положить на указательный палец правой руки, прижатый к подручнику. Сверху инструмент фиксируется большим пальцем этой же ладони. Держать сверло следует другой рукой за хвостовик (заднюю его часть). Управлять углом нужно левой ладонью, смещая хвостовик вниз, но так, чтобы центральная ось была параллельна проведённой маркером линии.
Для правильной обработки сверла достаточно удерживать его горизонтально. Движения в вертикальной плоскости допускаются лишь с опусканием хвостовика ниже рабочей части. Иначе станут стачиваться режущие кромки и перемычка. Если посмотреть в горизонтальной проекции, то становится видно, что абразивный круг самостоятельно задаёт правильную форму.

Важно! Сверло ставят так, чтобы режущая кромка находилась строго горизонтально. Данное расположение должно соблюдаться при всех манипуляциях
При работе нужно использовать мелкозернистый диск из карбида кремния. При заточке надо приставлять сверло к вращающемуся кругу и плавно опускать хвостовик. После этого следует повернуть инструмент на 180о и обтачивать противоположную поверхность. При этом необходимо соблюдать не только положение сверла, но также силу нажима.
Обрабатывать сверло нужно недолгими, короткими движениями, так не будет излишнего перегрева и металл «не отпустит». Иначе режущая кромка снизит твёрдость и слишком скоро износится. Чтобы этого не произошло, следует после каждой короткой обработки охлаждать сверло в солёной воде.
Необходимо обрабатывать сверло до той степени, пока на нём не исчезнет последний дефект. Например, когда на задней поверхности или режущей кромке имеются выщерблины, следует снимать металл до тех пор, когда плоскость станет идеально ровной.









