Станки для холодной ковки
Содержание:
Разнообразие завитков: съемные конструкции
Модульная улитка отличается от монолитной одним: вместе намертво приваренного стального шаблона в основании наносятся отверстия для крепления разных шаблонов. Для такого станка нужно сделать такое же основание на массивной станине и несколько съемных модулей.
Шаблоны улитки для ковки могут состоять из нескольких частей. В этом случае деформация прутка проводится с помощью вращения кондуктора.
Такой тип станка для холодной ковки состоит из следующих частей:
- прямоугольное основание из толстого металлического листа, толщина от 4-х до 10-ти мм;
- разборный шаблон, может состоять из нескольких частей на шарнирных штифтах;
- вращающийся вал;
- приводной рычаг для вращения вала.
Такую улитку крепить к основанию нужно с помощью фиксации через просверленные отверстия в разных положениях. Сборные части завитков на основании меняются, в результате чего завитки получают разную кривизну. Крутизна дуги также регулируется специальными винтами на соединительных шарнирах.
Честно говоря, такую «шарнирную» опцию самостоятельно сделать очень и очень непросто. Чаще всего мастера поступают следующим образом: покупают готовые штампы, которые крепят на станину с основанием.
Если вы делаете станок сами, лучше обойтись без шарниров. Вместо этого можно изготовить более простой вариант, чтобы крепить шаблоны с различными радиусами на одном и том же основании. Для этого достаточно просверлить в основании отверстия в разных местах. Сегменты контура крепятся на болты в местах, где совмещаются отверстия шаблона и основания.
Не игнорируем чертежи! Можно, конечно, нанести без всяких расчетов рисунок завитка прямо на основание – «не париться». Так часто поступают новички. Но если вы претендуете называться мастером и хотите сделать улитку для холодной ковки своими руками высокого качества, вам придется делать чертежи с расчетами размеров и других параметров.
Чертежи пригодятся вам не только в процессе изготовления станка. Они станут чрезвычайно полезным подспорьем в расчете материалов, на которые вам так или иначе придется потратиться. Предварительные чертежи изделий помогут вам рассчитать, например, количество и стоимость металлических прутьев.
Холодная ковка на улитке остается самым популярным видом работ по металлу серди любителей. Вместе с тем этим ремеслом вполне можно заниматься профессионально. И если для хобби вам будет достаточно самодельного станка, то для профессиональной ковки вам в итоге понадобится инструмент помощнее. Удачи вам в начале большого пути.
Профессиональное прессовое оборудование
Легче обрабатывается металл в кузнице с применением специальных станков, они легко выполняют разные операции. Профессиональное оборудование включает в набор:
- ножницы — гильотину;
- кривошипные прессы;
- пресс-ножницы;
- листогибочные машины, прессы;
- гидравлические прессы;
- зигмашины;
- молоты;
- прессы для пакетирования металлических и других отходов и бумаги.
Популярными в использовании остаются гильотинные ножницы и листогибы, прессы с гидравликой и молоты. Ножницы для резки листов металла бывают с механическим, пневматическим, гидравлическим приводом с ЧПУ управлением или автоматикой.
Листогиб — это станок для прокатывания листа между вальцами, чтобы придать ему требуемую форму. В зависимости от ее формы используют однопроходный или многопроходный способ. На листогибах штампуется, рихтуется и загибается материал.
Использование пресса с гидравликой оправданно для холодной штамповки и обработки прессованием. Станок дает большое давление при малом усилии, поэтому его популярность в кузнечном деле всегда оправдана. Молот используется для ударов и пластической деформации формы, относится к основному оборудованию кузнечно-штамповочного цеха, отлично штампует листовые и объемные заготовки. Молоты в зависимости от привода различают пневматические, паровоздушные, высокоскоростные газовые, гидравлические, взрывные, электромагнитные и механические.
Классификация
Станки классифицируются в зависимости от степени действия на деталь и вида привода. Их делят на:
- машины горизонтально-ковочного действия;
- прессы;
- молоты;
- специальные машины.
К молотам причисляют кузнечные станки, обрабатывающие металл ударами падающих частей. Металл деформируется от динамической нагрузки от падающего молота, скорость которого при соприкосновении с поверхностью обрабатываемого элемента равна 9 м за секунду. Молоты бывают простого действия и двойного. Первый тип действует на заготовку ударом от падения, а у второго типа при падении сила разгона увеличивается паром, сжатым воздухом.
Прессы делят на механические, гидравлические, паровые и воздушно-гидравлические. Последние станки предназначены для медленной деформации по сравнению с обработкой молотами. В них деформация достигается за счет давящей массы. Механические прессы обрабатывают металл с помощью движения инструмента, который приводится в действие сложной системой механизмов, преобразующих вращение электродвигателя в поступательное и возвратное движение.
Пневматические молоты производят заготовки небольшой массы из серии сортового проката и для протяжки заготовок большой длины, ковки запчастей и производства инструмента.
Кузнечно-прессовые станки предназначены для металлической обработки давлением — технологически трудоемкого процесса, выполняемого только с помощью специального оборудования. При этом достигается высокая производительность, снижается энергоемкость, экономится материал за счет давления, снижается стоимость изделия. Повышение плотности материала в работе ведет к повышению механических свойств.
Прессование металла дает возможность получить любое сечение, а элементы после прессования имеют высокое качество. Благодаря холодной штамповке получают точные изделия, жесткие и одновременно легкие.
https://youtube.com/watch?v=5QlhuZyxKj0
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Как построить завиток?
Эскизов завитков для художественной ковки в интернете достаточно, но при попытках подогнать их размеры к требуемым для себя нередко оказывается, что изделие зрелищно проигрывает из-за вроде бы незначительного нарушения пропорций. Поэтому желательно также уметь строить ковочные шаблоны завитков, заведомо обладающие эстетическими достоинствами.
Шаблоны для холодной ковки художественных завитков – волют – строятся на основе математических спиралей. Чаще всего используется логарифмическая спираль; это одна из широко распространенных естественных форм, выражающая фундаментальные законы природы. Логарифмическая спираль обнаруживается и в раковине улитки-моллюска, и в нашем слуховом аппарате, и в форме скрипичного ключа в нотной записи; в грифе самой скрипки тоже.
Построение образующих шаблонов для холодной ковки на основе спиралей
Принцип построения логарифмической спирали по точкам заключается в том, что при повороте образующего ее радиуса, начиная с некоего начального R0, на фиксированный угол φ, его длина умножается на показатель расхождения спирали p. Для волют p берут, как правило, не более 1,2, т.к. логарифмическая спираль расходится (раскручивается) очень быстро; на поз. В рис. для примера показана логарифмическая спираль с p = 1,25. Чтобы попроще построить спираль по точкам с достаточной для кузнечных работ точностью, принимают φ = 45 градусов.
В случае, когда требуется более плотная арифметическая спираль, при повороте образующего ее радиуса на те же 45 градусов к предыдущему радиусу прибавляется 1/8 шага спирали S, поз. Б. В том и другом случае R0 берут равным или большим поперечника d заготовки равномерного сечения, поз А. Если начальный конец заготовки заострен, R0 может быть и меньше d, вплоть до предела пластичности металла.
Осталось определиться, как уложить зрительно гармоничную спираль с заданный для нее размер проема a. Чтобы решить эту задачу аналитически, т.е. по формулам с любой заданной наперед точностью, придется решать уравнения кубические и высших степеней. Компьютерных программ для численного технического расчета волют в интернете что-то не обнаруживается, поэтому воспользуемся приближенным методом, позволяющим обойтись одним рабочим и, возможно, одним проверочным графическим построением. В его основе лежит предположение, что при небольших р суммы R2+R6 и R4+R8 сильно не различаются. Пошаговый алгоритм построения волюты для ковочного шаблона отсюда следует такой:
- исходя из наличного материала определяем R0;
- количество витков волюты w берем по принципу: как бог положит на душу левой задней лапы любимого кота;
- пользуясь данными таблицы на рис., рассчитываем поперечник волюты b такой, чтобы он был немного меньше ширины проема под нее a, см. поз. Г;
- рассчитываем рабочий начальный радиус R по формуле на поз. Г;
- строим по точкам профиль волюты в масштабе;
- при необходимости точно подгоняем R по той же формуле и строим профиль рабочего шаблона окончательно.
Твистеры
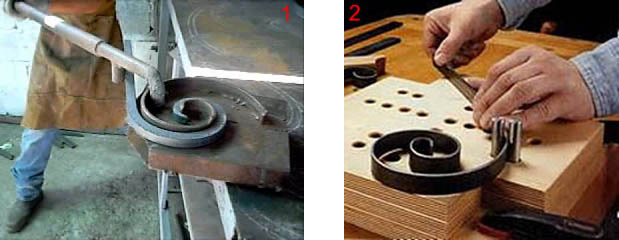
Издавна кузнецы вили завитки вхолодную по шаблону-оправке рожковым рычажным захватом, поз. 1 на рис. Способ это малопроизводительный и не для хлюпиков, но позволяет достаточно быстро и просто делать разнообразные гибочные оправки из обычной стальной полосы: концевой (упорный) рог рычага не дает шаблону податься под давлением заготовки. Серединный (обводной) рог желательно делать скользящим с фиксацией: работа пойдет медленнее, но, особенно в неопытных руках, точнее.
Простейшие приспособления для холодной художественной ковки
Другое простое приспособление для ручной фасонной гибки – прочная доска с опорным штырями – проставками, поз. 2; в качестве них подойдут обычные болты М8-М24. В зависимости от того, насколько вы дружны с домашним тренажером, работать можно с полосой до 4-6 мм. Выгибают полосу на-глаз, работа идет медленно, зато можно выводить узоры вплоть до Ильи Муромца на коне в полном вооружении или Будды в цветке лотоса. Последний, возможно, и совершенно ручной работы: люди, вполне освоившие хатха- и раджа-йогу, способны руками завивать в узор стальные арматурины.
Станок для холодной ковки своими руками
Станки для ковки доступны любому человеку без специальных навыков и дорогих материалов. Ниже будет описано как сделать различные кузнечные приспособления из подручных средств дома или маленьком помещении, например: гараже, подвальном помещении.
Станки для ковки металла (Фото: Instagram / stanki_kovka_metalla)

Проектирование станка холодной ковки: подготовительные работы
Перед сборкой механизмов для производства металлических изделий нужно подготовить чертеж, на котором будет изображен станок, с ключевыми узлами. Также на чертеже указываются крепления и вписываются размеры. Найти готовый набросок оборудования можно в глобальной сети.
Как собрать торсионный станок для холодной ковки
Самодельный торсионный станок значительно облегчит труд кузнеца, и сэкономит деньги. Сборка конструкции состоит из нескольких последовательных этапов:
- В первую очередь, нужно изготовить массивную станину из металла.
- На поверхности с помощью сварки каркаса закрепляется швеллер.
- Поверх швеллера на одном из его концов требуется установить тиски. Они предназначены для зажима прутьев.
- На противоположную часть швеллера, необходимо закрепить зажим на подвижных роликах. Сам зажим можно сделать из металлической втулки. В ней должны быть отверстия, в которые вставляются зажимные болты.
- После закрепления втулки на роликах, на нее навариваются ручки, чтобы мастер мог крутить ее, закручивая прутья.
Втулка и тиски должны располагаться в один уровень.
Как сделать станок гнутик для холодной ковки
Является простейшим домашним самодельным станком. Изготовить конструкцию для сгибания заготовок можно из двух металлических валов, литой пластины и упорного механизма. Валы фиксируются по двум сторонам стальной пластины. Меду ними должно быть прямоугольное отверстие. В нем закрепляется подвижный упор. Он нужен, чтобы мастер мог выбирать угол при изгибании заготовок. При сборке гнутика используют детали из инструментальной стали.
Станок улитка для холодной ковки своими руками: варианты исполнения
Существуют разные варианты создания витков для обработки металлических прутьев. Три популярных способа:
- На металлическом столе рисуется улитка нужной формы и размера. Для готового рисунка, нужно вырезать металлические пластинки разной толщины, повторяющие форму улитки. После их закрепления на нарисованном контуре, приспособление готово к работе.
- Съемная конструкция со множеством болтов. Изготавливается из круглой металлической плиты. В ней делаются отверстия с резьбой, под закрепление болтов. С их помощью можно изменять радиус, по которому будут изгибаться заготовки. Также благодаря наличию отверстий можно закреплять виток на любом рабочем столе.
- Более продвинутая конструкция. Улитка для холодной ковки создается своими руками из набора заранее изготовленных каркасов. Они имеют разный радиус, по которому будут сгибаться заготовки. Остается сделать устойчивую рабочую поверхность и при работе закреплять подготовленные каркасы улиток на ней.
После сборки любого из представленных вариантов, нужно проверить самодельное приспособление на черновых заготовках.
Как сделать улитку
Ручные станки для холодной ковки заслужили уважение среди кузнецов. Виток позволяет производить завитки с маленьким ядром, крученные ограждения и каркасы для садовой мебели. Простой способ сборки улитки:
- На металлической пластине требуется нарисовать контур будущих изгибов.
- На него, с помощью сварочного аппарата, закрепляется толстолистовой металл, выдерживающий большие нагрузки.
- Рядом со станком устанавливаются тиски для зажима одной стороны заготовки.
Готовый каркас крепится на подвижном валу, а сверху закрепляются ручки. Они позволяют кузнецу вращать улитку.
Любой человек может изготовить приспособления, чтобы было проще работать с металлами, собственноручно. Для его сборки не требуется практических навыков или дорогих материалов. Разместить ручной станок можно в подвале или гараже.
Оборудование для горячей ковки
Если сравнивать холодный и горячий метод ковки, то сразу, можно сказать, то, что первый способ требует от работника значительно большего мастерства, наличия некоторых художественных навыков и, конечно, умения работать с набором необходимых инструментов.
Оборудование для горячей ковки
Ковка материала происходит после его предварительного нагрева в кузнечной печи. Ее называют горном. Горн оснащен оборудованием для принудительной подачи воздуха. Нагрев производят до заданной температуры и после этого переносят на наковальню. Это металлическая плита, на которой производят ударную обработку разогретой заготовки. Ее выполняют с помощью молотков и кувалд разного веса. Один работник, легким молотком наносит удар по нужному месту, а второй, вооруженный тяжелым молотком или кувалдой, наносит в обозначенное место сильный удар. После того как заготовка остыла, ее снова загружают в печь для нагрева. Все перемещения детали в процессе ее обработки выполняют с помощью клещей с длинными рукоятками.
Ручная горячая ковка
Кроме, вышеназванных основных инструментов при горячей ковке применяют множество специального инструмента, который позволяет резать горячий метал, формовать сложные поверхности при горячей ковке металла.
Кузнечный горн
Для нагрева заготовок применяют печи, которые называют кузнечным горном. В его конструкцию входит несколько узлов. В частности:
- ствол, выполненный из материала стойкого к воздействию огня;
- очаг, со встроенной колосниковой решёткой;
- системы подачи и отбора воздуха;
- рабочего окна через которые подают длинные заготовки;
- дымоход, через который происходит удаление продуктов горения.
Кузнечный горн газовый
Кроме того, в состав горна входит и закалочная ванна.В основе работы классического кузнечного горна лежит уникальная восстановительная способность углерода. Именно эта его способность с успехом противостоит окислению заготовки, то есть его горению. Тут важна и теплотворная способность углерода. Дело в том, что подавая воздух необходимо регулировать его количество. Его должно быть столько, что бы хватило сжечь углерод, а тепло, выделяемое при этом, поднимет температуру в горне еще выше.
Кроме того, подачу воздуха в горн необходимо настроить так, чтобы подаваемого кислорода не хватало для окисления металла. Но если разогретую заготовку продержать в таком состоянии свыше необходимого времени, то произойдет ее перенасыщение углеродом. Существует такой термин — пересушивание, то есть металл становится очень хрупким. Кстати, в качестве пересушенного металла можно привести чугун.
Муфельная печь
Оборудование, которое используют для разогрева деталей, выполненных из разных материалов до заданной температуры, называют муфельной печью.
Муфельная печь
Отличительной чертой этого оборудования является наличие муфеля. Так, называют деталь, которая защищает деталь от контакта с топливом и продуктами сгорания и в то же время служит камерой, в которой деталь нагревают.На практике применяют два вида таких печей, с постоянным и сменным муфелем. В первой печи загруженные детали проходят все операции — от нагрева до состояния готовности, во втором, только до охлаждения. То есть, по мере достижения необходимой температуры и определенной выдержки заготовки один муфель убирают и на его место устанавливают другой.
Наковальня
Один из ключевых инструментов применяемый и для холодной, и для горячей ковки металлов — наковальня. Именно на ее поверхности, кузнецы выполняют деформирование заготовки и приведение ее к готовому виду. Наковальню отличает большой вес и поэтому ее жестко фиксируют к деревянной колоде.
Наковальня — ключевых инструментов
Конструктивной наковальня состоит из:
- рога;
- наличника с отверстиями;
- основания с лапами для установки наковальни.
Для изготовления этого инструмента применяют сталь 45Л. Надо отметить, то что, наковальни — это продукция, выпускаемая в соответствии с рядом ГОСТ. Например, ГОСТ 11396-75 нормирует безрогие изделия с весом от 92 до 200 кг, а ГОСТ 11398-75, определяет требования к изделиям с двумя рогами и весом от 100 до 270 кг.
https://youtube.com/watch?v=qgMsWaCbxTI
Твердость материала, из которого производят наковальни, составляет 340 — 477 по HB.
Изготовление механизма для холодной ковки
Универсальный станок для холодной ковки почти невозможно выполнить своими руками. Нужно делать отдельную форму механизма для выпуска предметов.
При изготовке установки требуется подобрать следующие материалы:
- лист металла (предпочтительная толщина 4-5 мм);
- арматурные прутья, профильные трубы;
- станина для устойчивости приспособления для холодной ковки;
- электрический двигатель и редуктор в случае станка с приводом.
Конечно, изготовление приспособлений не обойдется без инструментов. Желательно иметь углошлифовальную машину или пилку по металлу, сварочную установку, наждачный камень или бумага, тиски и плоскогубцы, а еще карандаш, рулетка и бумага.
Начинающему мастеру проще всего смастерить самодельный станок для холодной ковки формы улитки. Благодаря ей производятся различные формы металлических прутьев для калитки и забора. А также пользуется популярностью торсионный тип установки. Другие формы станков можно делать после приобретения опыта работы с простыми установками.
Разберем подробно изготовление «улитки». Это приспособление способствует получению разнообразных конфигураций спиралей, завитков, колец. Простая конструкция этого оборудования способствует удобной работе и легкому доступу к заготовке. Ход процесса осуществим при наличии:
- Прутья из металла.
- Стальные листья и полосы.
- Профильные трубы.
- Сварочный аппарат.
- Углошлифовальная машина и плоскогубцы.
Чтобы изготовить самодельные станки, применяемые в ходе холодной ковки, желательно начертить схему или эскиз будущего приспособления. Изначально выбирается миллиметровая бумага для нанесения чертежа.
Следующие этапы работы:
- На бумажный лист наносится изображение спирали с тремя витками. Размеры должны соответствовать диаметру армированного прута с условием, чтобы он вмещался в резьбу. Лучше всего использовать размер 10 мм. А также линии следует чертить исходя из толщины стали, а расстояние внутри спирали необходимо использовать 12-13 мм.
- Далее, болгаркой из стали нужно сделать окружность требуемого диаметра. При желании использовать съемные круги следует брать не тонкий исходный материал (4-5 мм толщиной) для более простой смены.
- Выделка прочной станины, которая устойчива на поверхности пола. Можно, вообще, забетонировать ножки для более прочной конструкции. Важным условием является то, что окружность станины должна быть больше размеров рабочего круга.
- К станине приваривается металлический прут, на который насаживается подшипниковое устройство. Ручное управление подразумевает приваривание круга к станине. В этой ситуации гибка металла происходит гораздо проще, чем при процессе вращения.
- Закрепляем улитку на круге. Улитка делится на три части. Хвостовая деталь имеет высоту 1 см исходя из толщины прутьев. На следующую часть спирали добавляется 1 см. значит, второй виток будет 2 см, а третий – 3 см. При получении большего числа витков следует увеличить детали спирали.
- Если необходимо сделать сменные круги, то сменные детали привариваются к кругу соответственно эскизу.
- При наличии сменной улитки нужно отмерить положение каждого вида и приварить шпильки к каждому элементу. При этом в круге делается просвет под определенную деталь.
- Чтобы получить кованое изделие, надо начинать с центрального витка. Необходимо крепко закрепить прут с помощью тисков или иного инструмента.
- В конце нужно сделать рычаг из двух профильных труб (диаметр 15-20 мм). Они свариваются перемычками, длина которых составляет расстояние от центра подшипника до верхней точки окружности плюс 5 см. Далее, он приваривается к подшипниковой части. К нижней части рычага, которым служит обрезанная круглая часть, приваривается прут длиной соответствующей длине высочайшей детали улитки. Перпендикулярно площади круга приваривается загибочный бочонок.
Таким образом, самодельный станок готов. Можно приступать к производству необходимых элементов. Для этого прут фиксируется, а затем на него опирается бочонок, и начинается процесс загибки.
Видео: станок для холодной ковки своими руками.
Оборудование
Для изготовления фигурных изделий используют различные оправки на гибочном станке с ручным и с гидравлическим приводом. Заготовка обвивается по наружному диаметру, образуя дугу заданного диаметра. Шаблоны и упоры позволяют создавать одинаковые детали без разметки.
Применение универсального кузнечного оборудования для холодной ковки металла позволяет менять рабочий инструмент (валки, упоры) и создавать несколько видов деталей разного размера.
Гнутик
Для красивого оформления угла используется ковка металла в открытом штампе с подвижным элементом, заменяющим пуансон.
Основанием служит прочная чугунная пластина с направляющими по центру и подвижной частью, которую перемещает винт. Подойдет суппорт с маленького станка.
Прут укладывается под шайбы на стационарных прижимах. Пуансон имеет форму ромба. Он перемещается вращением винта, сгибая острым углом заготовку. Перемещая прокат в разные стороны и переворачивая его, можно получить плоский зигзаг и пространственную фигуру.
Улитка
Улитка
Станок представляет собой модернизированный гибочный рычаг для труб. Вместо цилиндрической насадки используется копир. Техника ковки основана на обвитии заготовки вокруг шаблона, приваренного к массивному основанию.
Один конец проката закреплен в центре витка. Второй свободный. За него поворачивают заготовку вокруг копира, заставляя ее плотно прилегать к его поверхности и принимать форму спирали — улитки.
В усовершенствованном варианте приспособления улитка, в основание вместо шаблона вкручиваются упоры. Конец детали зажимается в центре. Второй упирается в плоскость. Деформация производится вращением стола.
На улитке можно гнуть пруток, трубы, полосы листа.
Волна
Пруток, красиво изогнутый в плоскости с одинаковыми радиусами по всей длине, напоминает волну на воде. Изготовить приспособление для холодной ковки можно различными способами. Установить вместо ромба круглый пуансон и гнуть прокат, переворачивая его на 180⁰, деформируя каждый следующий участок.
Поставить оправку на вращающийся стол с упором рядом с круглой насадкой. Второй фиксатор устанавливается на стационарной станине. Прокат или лента прижимается в насадке и вращается вместе с ней. Освободиться деталь не может, поскольку второй упор ограничивает ее движение.
Твистер
Простое устройство, позволяющее закручивать прут в спираль, точнее деформировать прокат, скручивая его вокруг своей оси. На станине из двутавра или швеллера, на одной стороне помещен корпус с втулкой и подшипниками. Снаружи, на вращающемся узле смонтирован ворот. Квадрат заводится в отверстие, фиксируется болтами во втулке и поворачивается.
Второй фиксатор двигается вдоль основания, регулируя длину спирали. Когда ворот начинают вращать, прут крутится и завивается вокруг своей оси.
Фонарик
Для создания объемной детали используется инструмент для ковки, на котором производится навивка проволоки. На ось одеваются круги с отверстиями для фиксации проволоки ближе к центру. Один из них крепится неподвижно, второй вращается вместе с валом.
Производится ковка сразу нескольких заготовок. После соединения торцов деталей вместе, получается красивый объемный фонарик со спиральными линиями.
Глобус
Устройство глобус позволяет гнуть прокат по окружности правильной формы, представляющей сегмент круга. На нем можно делать элементы для арок, навесов, объемных решеток.
Шаблон представляет собой окружность со втулкой для рычага в центре. Прут или труба одним концом фиксируются на краю дуги. Рычаг перемещается вдоль дуги и роликом прижимает заготовку к шаблону.
Мангал выполнен с помощью инструмента глобус









