Обозначение резьбы
Содержание:
- Как делают резьбу
- Особенности резьбы
- Нарезка трубной резьбы
- Виды резьбы
- Виды резьбы
- Трубная резьба различается по следующим параметрам:
- Применение метчика
- Как нарезать на токарном?
- Классификация резьбы
- Технология нарезки
- Почему в дюймах
- Какой диаметр отверстия сверлить под метрическую резьбу? — Homo habilis. Журнал для умелых людей
- Резьбы применяемые в быту
- Классификация резьб, обозначение резьбы на чертеже
- Какая бывает резьба?
Как делают резьбу
Резьбу можно делать как вручную, так и с помощью станка. Ее наносят двумя способами.
Накатка
Этот метод заключается в механическом надавливании на заготовку специальным резьбонакатным инструментом. За счет нажима происходит пластическая деформация металла, и он упрочняется.
Такое нанесение витков, в отличие от нарезки, оказывает щадящее воздействие на заготовку, т. к. не появляются сколы и другие дефекты.
Нарезка
Качество работы при нарезании канавок влияет на надежность соединения. Для нарезки резьбы используют специальные инструменты – метчик и плашку. На заготовке напильником делают фаску и смазывают жиром. Надев приспособление, его крепко прижимают и поворачивают рычаг.
- Для нарезки резьбы используют метчик и плашку.
Особенности резьбы
Прямоугольная резьба обладает нестандартным квадратным профилем, поэтому для нее не установлены стандартные параметры шага, диаметра, величины среза и хода. Глубина профиля данной разновидности нарезки равняется половине шага. Основные размеры резьбовых соединений с прямоугольным профилем определены в ГОСТ 9150-81.
По методу образования выделяют левую и правую прямоугольные резьбы. Левая разновидность нарезки создана контуром, осуществляющим вращение против часовой стрелки. Контур перемещается вдоль оси, относительно наблюдателя. Правая резьба образована контуром, производящим вращательные движения по часовой стрелке. Движение производится вдоль оси по направлению от наблюдателя.
Прямоугольная резьба может быть однозаходной (нарезка произведена в виде 1 витка). В этом случае груз, размещенный на винтах резьбовых соединений, не сможет самостоятельно опуститься без влияния дополнительной силы трения. Это преимущество однозаходной нарезки обусловлено наличием свойства самоторможения. Также изготавливаются многозаходные резьбовые соединения, где нарезка осуществлена в виде 2-3 раздельных витков, расположенных на равной дистанции. Число заходов прямоугольной резьбы возможно измерить при помощи следующей формулы: Z = L/S, где S – размер шага и L – значение хода.
Прямоугольная резьба обладает множеством схожих особенностей с трапецеидальной ленточной разновидностью нарезки. Обе разновидности нарезания используются для превращения вращательного вида движения в поступательное, обладают свойством самоторможения и не имеют точных стандартов изготовления. Тем не менее прямоугольная резьба уступает трапецеидальной по показателям прочности и технологичности. Также ленточная резьба имеет более простую технологию изготовления, располагает высокими показателями силы трения и не требует дополнительного фиксирования. Но она уступает резьбе с прямоугольным сечением по величине КПД. Сейчас прямоугольная резьба постепенно заменяется трапецеидальной во многих сферах промышленности из-за большого количество недостатков.
Нарезка трубной резьбы
Для нарезки вручную применяют специальное приспособление — КЛУПП. Это цилиндрический корпус с двумя ручками ворота, внутри которого находятся регулируемые подвижные гребенчатые резцы, которые, постепенно выдвигаясь из корпуса, углубляют профиль до достижения полного профиля.
Нарезка резьбы своими руками
При отсутствии такого устройства можно нарезать резьбу простым воротом с зажатым в нем метчиком или плашкой. Плашка фиксируется в воротке тремя центрирующими болтами с коническими окончаниями, под которые на плашке предусмотрены выемки. Сначала проходят грубыми метчиками или плашками, постепенно меняя их на чистовые.
К тому же становится довольно сложно начать первую нитку без перекосов. Для нарезания больших диаметров и облегчения захода плашки на резьбу применяют резьбовую втулку.
Устройство представляет собой вкладыш, на внешней поверхности которого уже нарезана резьба. В месте окончания витков на вкладыше выполнен уступ, снижающий его диаметр до внутреннего диаметра трубы. Он вставляется во внутреннее отверстие трубы до начала резьбы и распирается там конусным распорным механизмом.
Плашка легко накручивается на витки вкладыша, прогоняется по ней и легко заходит на первую нитку резьбы, нарезаемой на трубе. Несколько ниток на вкладыше надежно удерживают плашку от перекоса.
Виды резьбы
Как уже отмечалось, все виды стыков этого класса стандартизированы. Например, ГОСТ 24705-2004 определяет размеры метрического профиля, в частности, угол в основании, шаг и пр. Всего к метрическому виду относят порядка 15 отечественных и иностранных стандартов.
Существует так же и классификация стыков этого типа. Ее выполняют на основании ее геометрических размеров, расположению на изделии и количеству заходов, или исходя ее практического использования.
Ниже приведен перечень, в котором указаны типы конструкций разъемных соединений и их обозначения:
- метрическая (M);
- метрическая коническая (MK);
- цилиндрическая (MJ);
- трубная цилиндрическая (G);
- трубная коническая (R);
- круглая для санитарно-технической арматуры (Кр);
- трапецеидальная (Tr);
- упорная (S);
- упорная усиленная (S45°);
- эдисона круглая (E);
- метрическая (EG-M);
- дюймовая цилиндрическая (UTS: UNC, UNF, UNEF, 8UN, UNS);
- дюймовая (BSW);
- дюймовая коническая (NPT);
- нефтяной сортамент.
Трубная дюймовая резьба
Все эти конструктивные элементы используются во всех отраслях промышленности, начиная от авиационной и закачивая пищевой.
Виды резьбы
Цилиндрическая резьба по металлу классифицируется по размерам, положению на поверхности, числу заходов и области использования. В производстве выделяют несколько видов резьбы:
- метрическую;
- дюймовую (условные обозначения размеров в дюймах);
- метрическую коническую;
- круглую;
- трапецеидальную;
- упорную.
Данные виды используются в промышленности для соединения деталей различных видов.
Метрическая
Такой вид резьбового профиля применяется для крепежных соединений. В результате соблюдения технических условий ее можно использовать как ходовую. В разрезе резьба имеет вид треугольника с равными боковыми сторонами, угол вершины которого равен 55°. Изготавливается с одним или несколькими заходами для увеличения прочности соединения деталей.
В промышленности выделяют резьбы с размерами от 0,25 мм до 600 мм, при шаге 0,25 мм до 6мм, правого и левого исполнения. Мелкий шаг применяется для тонкостенных поверхностей. В маркировке изделия присутствует буквенное обозначение М, размер, шаг, а также добавляют число заходов и вид исполнения.
Метрическая резьба
Дюймовая
Применяется такой тип резьбы для соединения труб и запорной арматуры. Наносится на металлические поверхности и пластик. Размеры указываются в дюймах, в разрезе имеет вид треугольника с равными сторонами с углом вершины 55°. Впадины и вершины удаляются для предотвращения притирания металла. Размерный ряд начинается от 3/16 до 4 дюймов.
Метрическая коническая
Данный резьбовой профиль наносят на заготовку конического вида по внутренней или внешней поверхности. По техническим условиям угол конусности составляет значение 1:16. Применяется в трубных креплениях для создания повышенной герметичности. На чертежах метрическая коническая резьба маркируется МК, затем указывается значения размера и шага.
Круглая
Круглая резьба используется в трубных крепежах, при соединении кранов, стыков и ответвлений. В документации маркируется Кр, после указаны номинальные размерные значения. В основании и на вершинах производятся округлый профиль с углом 30°.
Трапецеидальная
Резьбу такого вида считают ходовым. Отличается от аналогов свойством самостоятельного торможения. Данная характеристика достигается при вращательном движении гайки по валу, в результате которого появляется повышенное трение. Не требует использования дополнительных элементов для закрепления деталей.
Применяется трапецеидальная резьба для преобразования вращения в поступательное трапецеидальное. Используется в автомобильной технике, промышленном оборудовании, станках, робототехнике. Движение детали на валу проходит плавно без рывков. Номинальные размеры от 8 мм до 640 мм, при шаге от 1,5 мм до 12 мм. На схемах маркируется Тр, а после указываются основные параметры.
Упорная
Используется такой тип резьбового профиля для оборудования, на валах которого наблюдается повышенная осевая нагрузка. В разрезе представляет собой трапецию с расположением рабочей стороны под углом 3°, а другой под углом 30°. Обозначается латинской буквой S.
Упорная резьба
Трубная резьба различается по следующим параметрам:
- Система измерения диаметра: метрическая и дюймовая резьба
- Направление резьбы: правая, левая
- Расположение резьбы: наружная, внутренняя
- Число заходов: однозаходная, многозаходная
- Назначение: крепежная, крепежно-уплотнительная, ходовая, специальная и т.п.
Основными характеристиками резьбы на трубах являются:
- Внешний диаметр
- Внутренний диаметр
- Шаг – расстояние между соседними витками
- Ход — расстояние, на которое переместится крепеж в продольном направлении за один полный оборот. При однозаходной накатке ход равен шагу, при многозаходной — шагу, умноженному на число заходов.
Метрическая резьба
Метрическая резьба характеризуется измерением основных параметров в миллиметрах, по ГОСТу ей соответствует маркировка «М». Широко применяется в диаметрах от 1 до 600 мм и шагом 0,25 до 6 мм. Профиль метрической резьбы представляет собой равносторонний треугольник с углом при вершине в 60° c теоретической высотой Н-0,866025404.
Основные размеры метрической резьбы в настоящее время определяются по действующему ГОСТ 24705-2004, принятому Межгосударственным советом по стандартизации, метрологии и сертификации, а также национальными органами по стандартизации Российской Федерации, Азербайджана, Армении, Беларуси, Грузии, Казахстана, Кыргызстана, Молдовы, Таджикистана, Туркменистана, Узбекистана, Украины.
Дюймовая резьба
При дюймовой резьбе все параметры выражаются в дюймах, по ГОСТу обозначается «Тр». Дюймовая резьба основана на британском стандарте резьбы BSW (British Standart Whitworth), запатентованному английским инженером Уитвортом еще в 1841 году, и соответствует стандарту BSPT (British standart pipe thread).
Один дюйм равен 2,54 см, а графическим символом дюйма является двойной штрих справа и сверху от числа (1″ = 1 дюйм). При дюймовой трубной резьбе размер обозначает внутренний диаметр трубы, а не наружный. Вариантов шагов – четыре: 28, 19, 14 и 11 ниток на дюйм.
Дюймовые профили отличаются более острыми гребнями и впадинами с углами в 55° и теоретической высотой Н=0,960491, при этом вершины зубцов скруглены.
Совместить метрическую и дюймовую резьбу в одном соединении невозможно, для этого необходим специальный переходник.
Размер трубной дюймовой резьбы определяется по действующему ГОСТ 6357-81 “Основные нормы взаимозаменяемости” .
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Читать также: Не работает отпариватель в утюге
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия
Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.
Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Как нарезать на токарном?
К примеру, нарезка на токарном станке, используя резец будет выглядеть так: резец двигается вдоль оси вращающиеся детали, которая поддаётся вперёд и назад по отношению к резцу, и своей заостренной вершинкой прочерчивает линию винтового типа.
Винтовая линия отличается углом её подъёма или увеличения. Величина этого угла, перпендикулярна оси вращения, она измеряется между касательной и определяется: величиной подачи режущего инструмента, который перемещается вдоль оси, с частотой вращения детали.
Нарезание внутренней и наружной
Чтобы нарезать внутреннюю или наружную резьбу, нужно применить стержневой резец. Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
А для внутренней изогнутые резцы или прямые. Расположение кромки резца обязательно должно совпадать профилем обрабатываемой резьбы.
Использование резьбонарезных головок
Для труб и болтов применяются резьбонарезные головки. Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Универсальные головки позволяют установить гребенки от разных компаний. Также есть возможность смазки гребёнок и регулировки размеров, часто встречается ручной зажим.
Классификация резьбы
Большинство выпускаемых современной промышленностью конструкций, выполненных из дерева, пластика, металла и других материалов, скрепляются посредством соединений резьбового типа. Совокупность таких факторов, как надежность и простота не в ущерб эффективности, обусловила их широкое распространение в промышленном производстве, начиная от строительной сферы, включая машино- и автомобилестроение, и заканчивая прокладкой трубопроводов. Резьбовые соединения, кроме того, активно используются в бытовых целях. В целом, резьба выглядит в виде гребней и впадин однородного сечения спиралевидной конфигурации. Витки могут накатываться на наружную поверхность цилиндра, либо на поверхность внутреннюю предварительно проделанного отверстия. Рассмотрим подробнее существующие виды резьбы.
Технология нарезки
Нарезание модульной и питчевой формы производится на металлорежущих станках следующими способами:
- резцом на токарно-винторезных станках;
- модульной фрезой на фрезерных станках;
- специальными пальцевыми фрезами.
Первый способ питчевой нарезки обеспечивает высокую точность, но обладает низкой производительностью. С его помощью нарезается питчевая резьба на червячных валах, требующих высокие показатели точности передачи движения.Этот метод применяется на предприятиях с индивидуальным или мелкосерийным производством.
Второй и третий способы считаются более производительными.Фрезу устанавливают так, чтобы её ось вращения пересекала продольную ось вала заготовки строго под углом в 90 градусов. Для обеспечения высокого качества резьбы (модульной или питчевой) производят несколько проходов. Наиболее удобными для нарезания питчевого соединения считаются станки, оснащённые двухваловыми механизмами подачи или так называемые нортоновские коробки передач.
Перед нарезанием производят настройку станка на основании данных специальных таблиц, в которых указаны значения питчей. С их помощью устанавливают необходимый набор зубчатых колёс на винторезную гитару с заданными передаточными числами.
Пальцевые фрезы применяются для нарезания питчевых соединений на изделиях, обладающих крупными габаритами. Для реализации питчевой нарезки устанавливают специальные фрезерные головки, обладающие индивидуальным приводом фрезы. Первый проход осуществляется прорезной пальцевой фрезой прямоточного профиля, с углом профиля равным 35 градусов.
Почему в дюймах
Хотя в странах мира повсеместно распространена метрическая система измерений, и резьбовой шаг привязан к миллиметру, вся современная сантехника, насосное, отопительное оборудование и прочие системы с использованием трубопроводов рассчитаны на систему измерения в дюймах.
Частично это произошло потому, что считать десятые доли миллиметров слишком неудобно и при этом страдает точность, в то время, как резьбовые элементы в полдюйма, три четверти, полтора и так далее проще обозначать и производить. При изготовлении бытовой сантехники стандартный дюймовый шаг составляет 1/4″ — это в 6 раз больше миллиметра и позволяет существенно уменьшить число типоразмеров соединительных патрубков сантехнической арматуры.
Рис.2 Цилиндрический профиль и его размерные показатели
Какой диаметр отверстия сверлить под метрическую резьбу? — Homo habilis. Журнал для умелых людей
Какой диаметр отверстия сверлить под метрическую резьбу?
Рейтинг: 5 / 5
Sam Schmidt, flickr.com CC BY
Резьбовые соединения являются одними из самых распространенных типов разъемных соединений. Но если крепежные детали с наружной резьбой (винты, шпильки) чаще всего приобретают готовые, то внутреннюю резьбу при изготовлении детали приходится нарезать самому мастеру. Для этого в детали сверлят отверстие с определенным диаметром.
Диаметр отверстия под внутреннюю резьбу зависит от номинального диаметра резьбы и размера шага резьбы. Обычно это указывается на чертеже в виде обозначения М8х1. Буква «М» обозначает метрическую резьбу, цифра после буквы – номинальный диаметр, цифра после знака «х» — шаг резьбы. Если шаг не указан, то подразумевается основной (крупный) шаг. Основной шаг резьбы является предпочтительным и для каждого размера определен стандартом.
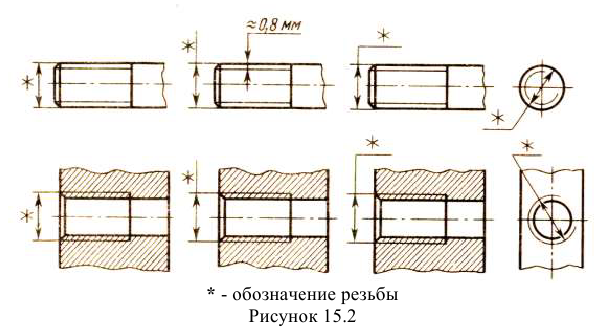
Для каждого сочетания диаметра и шага резьбы существует оптимальный диаметр отверстия. Проще всего этот диаметр определить по таблице, где приведены наиболее употребительные размеры, с которыми может встретиться домашний мастер. Жирным шрифтом в таблице выделен основной шаг резьбы для каждого номинального диаметра. Таблица применима для сталей, чугунов, алюминия и его сплавов, меди.
|
Резьба |
Шаг резьбы |
Диаметр отверстия номинальный (предельный) |
|
М2 |
0,25 |
1,75–1,77 (1,81) |
|
0,4 |
1,60–1,62 (1,68) |
|
|
М2,5 |
0,35 |
2,15–2,17 (2,22) |
|
0,45 |
2,05–2,07 (2,13) |
|
|
М3 |
0,35 |
2,65–2,67 (2,72) |
|
0,5 |
2,50–2,52 (2,58) |
|
|
М4 |
0,5 |
3,50–3,52 (3,64) |
|
0,7 |
3,30–3,33 (3,46) |
|
|
М5 |
0,5 |
4,50–4,52 (4,64) |
|
0,8 |
4,2–4,23 (4,42) |
|
|
М6 |
0,5 |
5,50–5,52 (5,64) |
|
0,75 |
5,20–5,23 (5,42) |
|
|
1,0 |
4,95–5,00 (5,21) |
|
|
М7 |
0,5 |
6,50–6,52 (6,64) |
|
0,75 |
6,20–6,23 (6,42) |
|
|
1,0 |
5,95–6,00 (6,26) |
|
|
М8 |
0,5 |
7,50–7,52 (7,64) |
|
0,75 |
7,20–7,23 (7,42) |
|
|
1 |
6,95–7,00 (7,21) |
|
|
1,25 |
6,70–6,75 (6,96) |
|
|
М9 |
0,5 |
8,50–8,52 (8,64) |
|
0,75 |
8,20–8,23 (8,42) |
|
|
1 |
7,95–8,00 (8,21) |
|
|
1,25 |
7,70–7,75 (7,96) |
|
|
М10 |
0,5 |
9,50–9,52 (9,64) |
|
0,75 |
9,20–9,23 (9,42) |
|
|
1 |
8,95–9,00 (9,21) |
|
|
1,25 |
8,70–8,75 (8,96) |
|
|
1,5 |
8,43–8,50 (8,73) |
|
|
М11 |
0,5 |
10,50-10–52 (10,64) |
|
0,75 |
10,20–10,23 (10,42) |
|
|
1 |
9,95–10,00 (10,21) |
|
|
1,5 |
9,43–9,50 (9,73) |
|
|
М12 |
0,5 |
11,50–11,52 (11,64) |
|
0,75 |
11,20–11,23 (11,42) |
|
|
1 |
10,95–11,00 (11,21) |
|
|
1,25 |
10,70–10,75 (10,96) |
|
|
1,5 |
10,43–10,50 (10,73) |
|
|
1,75 |
10,20–10,25 (10,56) |
|
|
М14 |
0,5 |
13,50–13,52 (13,64) |
|
0,75 |
13,20–13,23 (13,42) |
|
|
1 |
12,95–13,00 (13,21) |
|
|
1,25 |
12,70–12,75 (12,96) |
|
|
1,5 |
12,43–12,50 (12,73) |
|
|
2 |
11,90–11,95 (12,30) |
|
|
М16 |
0,5 |
15,50–15,52 (15,64) |
|
0,75 |
15,20–15,23 (15,42) |
|
|
1 |
14,95–15,00 (15,26) |
|
|
1,5 |
14,43–14,50 (14,73) |
|
|
2 |
13,90–13,95 (14,30) |
|
|
М18 |
0,5 |
17,50–17,52 (17,64) |
|
0,75 |
17,20–17,23 (17,42) |
|
|
1 |
16,95–17,00 (17,21) |
|
|
1,5 |
16,43–16,50 (16,73) |
|
|
2 |
15,90–15,95 (16,30) |
|
|
2,5 |
15,35–15,40 (15,88) |
|
|
М20 |
0,5 |
19,50–19,52 (19,64) |
|
0,75 |
19,20–19,23 (19,42) |
|
|
1 |
18,95–19,00 (19,21) |
|
|
1,5 |
18,43–18,50 (18,73) |
|
|
2 |
17,90–17,95 (18,3) |
|
|
2,5 |
17,35–17,40 (17,88) |
Уменьшение диаметра отверстия затрудняет нарезание резьбы и может привести к поломке метчика, особенно в твердых материалах. Увеличение диаметра отверстия не позволит нарезать полный профиль, резьба будет ослаблена.
Сверло для сверления отверстий выбирается из имеющегося набора как можно ближе к рекомендуемому диаметру, в крайнем случае – к предельному. Нужно учитывать, что при сверлении отверстий ручной дрелью отверстие неизбежно разбивается, поэтому лучше брать сверло ближе к минимальному рекомендуемому диаметру. Удобно использовать наборы, в которых собраны сверла специально под отверстия для метрической резьбы.
В большинстве случаев домашний мастер редко изготавливает ответственные высоконагруженные детали, поэтому иногда можно допустить некоторое увеличение диаметра отверстия относительно предельного размера.
Если деталь выполняет чисто декоративные функции, не испытывает больших нагрузок и ни при каких обстоятельствах не может создать опасность для человека, запас под резьбу может составлять до 1/3 – 1/5 шага и даже меньше. Например, для резьбы М10х1,5 можно увеличить отверстие до 9,5-9,7 мм. При этом винт или шпилька должны входить в деталь не менее чем на 8-10 полных ниток резьбы.
Резьбы применяемые в быту
При строительстве домов и ремонте квартир самой распространенной дюймовой трубной резьбой являются:
- ½ и ¼ — с шагом 14 витков/дюйм (или с шагом 1,814 мм)
- а также:1, 1¼, 1½, 2 с шагом 11 витков/дюйм (или с шагом 2,309 мм)
Реже применяется сантехническая круглая резьба, или профиль Эдисона.
Шаг в 11 витков/дюйм сохраняется на трубах диаметром от 2 до 6 дюймов.
Трубная цилиндрическая резьба
Труба в ½ — это основной диаметр для внутридомовой и внутриквартирной разводки, она обеспечивает достаточный напор воды из магистрали, большинство смесителей для ванн, унитазов, душевых кабин, стиральных и посудомоечных машин рассчитано именно на этот присоединительный размер. Трубы ¼ дюйма применяют для последних метров разводки к сантехническим приборам, не требующим большого напора и расхода, например, смесители для раковин. Трубы ¾ дюйма применяют на вводе в квартиру или на раздающем коллекторе насосной станции локальной системы водоснабжения. Трубы в 1 и в 1 ½ дюйма применяются намного реже, при строительстве больших коттеджей, оснащенных бассейнами.
Классификация резьб, обозначение резьбы на чертеже
В машиностроении применяются стандартные цилиндрические и конические резьбы разных типов, отличающихся друг от друга назначением и параметрами. Основным элементом резьбы является её профиль (рисунок 14.1).
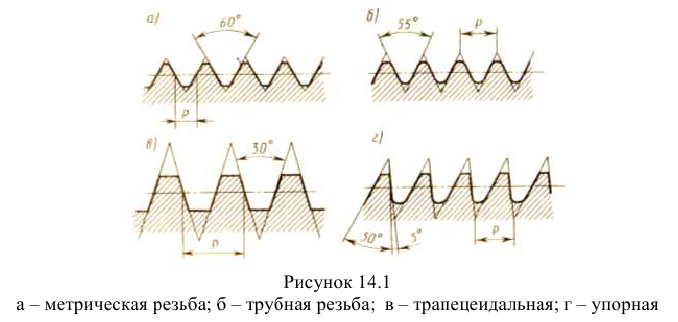
Обозначение резьбы включает в себя буквенное обозначение типа резьбы и параметры резьбы. При обозначении резьбы указывается её наружный диаметр (больший по размеру).
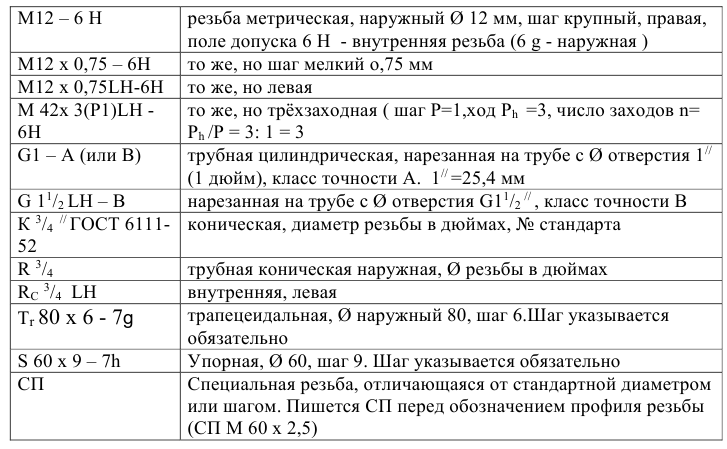
Для всех резьб, кроме конической и трубной цилиндрической, обозначения наносят к наружному (большему) диаметру и проставляют над размерной линией, на ее продолжении или на полке (рисунок 2).
Заказать чертежи
Винтовая линия. Основные параметры резьбы. Изображение резьбы
В технике широко применяются изделия с винтовыми поверхностями. Это крепежные изделия, применяемые для соединения деталей машин и механизмов (болты, гайки, винты, шпильки, детали с резьбой для соединения двух деталей), детали с винтовыми поверхностями, применяемые для преобразования вращательного движения в поступательное (червяк в паре с червячным колесом).
- Винтовую линию получают при помощи резца.
- Резьбу получают при помощи резца или метчика и плашки.
- Резьба характеризуется шагом и ходом .
- Различают правые и левые винтовые поверхности.
- Подъём винтовой линии вправо даёт правую резьбу (рисунок а). б) — левая резьба
В зависимости от числа винтовых линий резьбы делятся на одно — и многозаходные.
На рисунке в) представлена двухзаходная резьба (n = 2)
Шаг резьбы — это расстояние между двумя соседними винтовыми выступами.
Ход резьбы — расстояние между двумя соседними винтовыми выступами одной и той же винтовой линии.
, где — число заходов
Вычерчивание проекции винтовой поверхности является весьма трудоемким процессом. Поэтому на чертежах резьба изображается условно — сплошной тонкой линией (впадины резьбы), причём на видах, где стержень или отверстие проецируются в виде окружности, резьбу изображают дугой окружности, приблизительно равной окружности, разомкнутой в любом месте, но не на центровых линиях.
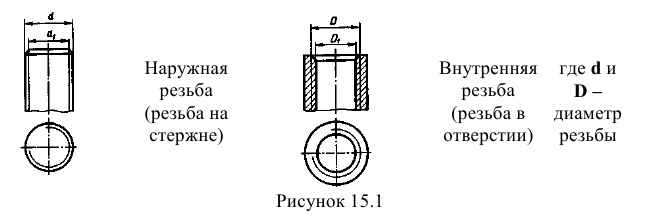
Расстояние между сплошными основной и тонкой линиями — не менее 0,8 мм и не более шага резьбы.
Границу резьбы проводят до линии наружного диаметра резьбы сплошной основной толстой линией.
Невидимую резьбу показывают штриховыми линиями одной толщины по наружному и по внутреннему диаметру
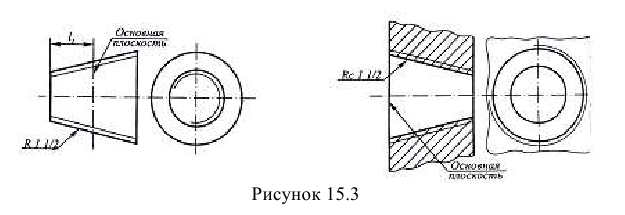
Обозначение конических резьб и трубной цилиндрической относят к контуру резьбы (основная сплошная линия) и наносят только на полке линии-выноски (рисунок 15.3).
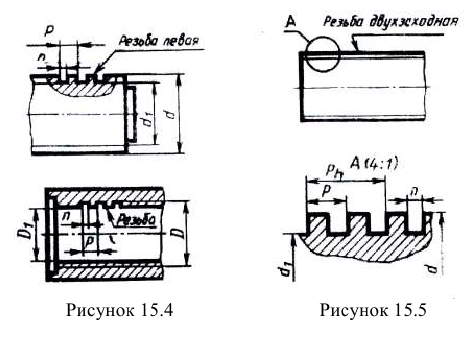
Прямоугольная резьба с нестандартным профилем изображается, как показано на рисунке 15.4, с нанесением всех размеров. Дополнительные сведения — число заходов, направление резьбы и т. д. — наносят на полке линии-выноски с добавлением слова «Резьба».
Элементы и параметры прямоугольной резьбы можно показывать и на выносном элементе (рисунок 15.5).
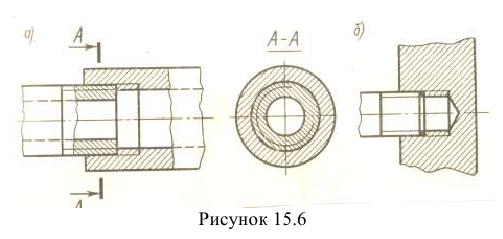
Следует твердо запомнить правило: в резьбовых соединениях, изображенных в разрезе, резьба стержня закрывает резьбу отверстия (рисунок 15.6 а,б)
Обратить внимание на то, что на разрезах штриховка доводится до сплошных основных линий.
Сбег резьбы — это длина участка неполного профиля в зоне перехода от резьбы к гладкой части детали. Обычно его не изображают (рисунок 15.7)
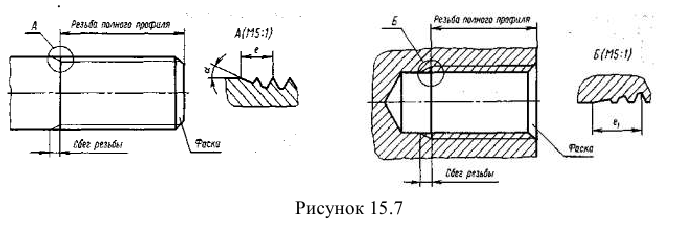
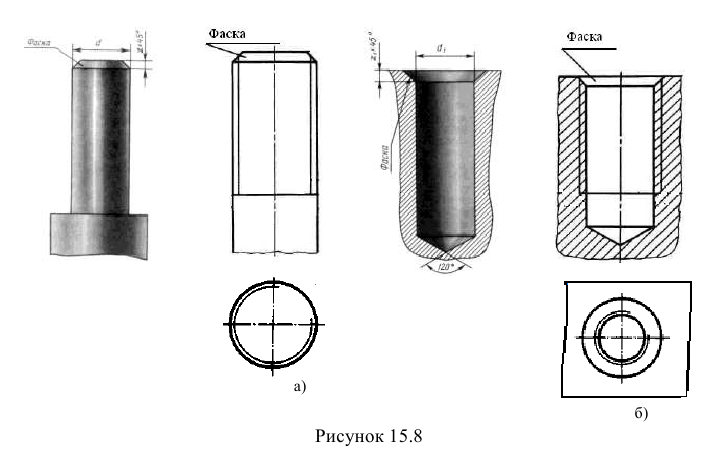
Фаска — Скошенная часть поверхности детали у торца или в местах перехода, облегчающая её сборку с другими деталями (скошенная кромка стержня или отверстия).
На стержне меньший диаметр фаски меньше внутреннего диаметра резьбы. В отверстии больший диаметр фаски больше наружного диаметра резьбы.
Линия резьбы должна пересекать линию фаски.
Фаски на стержне и в отверстии с резьбой на плоскости, перпендикулярной к оси стержня или отверстия, не изображают (рисунок 15.8 а и б).
Если фаска не под углом 45° , то обозначение фаски указывается величиной угла как приведено на рисунке 15.9
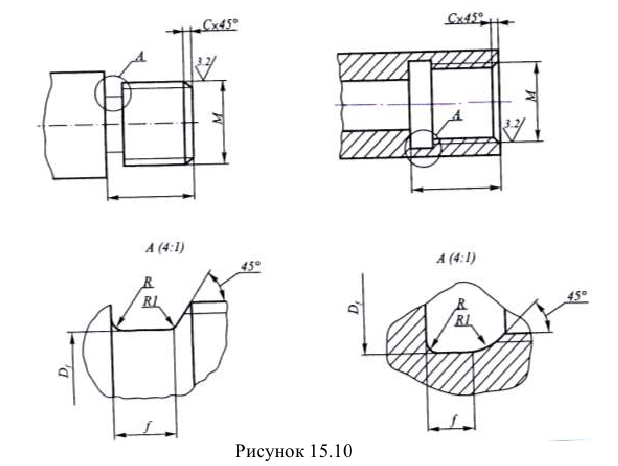
Наружные и внутренние проточки выполняются для выхода резьбонарезающего инструмента, чтобы резьба получалась полного профиля — без сбегов.
Размеры проточек наносят на выносных элементах в соответствии с ГОСТ 10549-80 в зависимости от шага резьбы
Какая бывает резьба?
У всякой резьбы есть множество значимых и учитываемых при эксплуатации детали параметров. В зависимости от заданных характеристик она бывает нескольких типов:
| Классификация | Разновидности |
| По способу измерения диаметра | Метрическая |
| Дюймовая | |
| По количеству заходов ниток | Однозаходная |
| Двухзаходная | |
| Трехзаходная | |
| По форме профиля | Круглая |
| Треугольная | |
| Прямоугольная | |
| Трапецеидальная | |
| По форме поверхности | Цилиндрическая |
| Коническая | |
| По направлению подъема витков | Правая |
| Левая | |
| По размещению | Внутренняя |
| Наружная | |
| По назначению | Крепежная |
| Крепежно-уплотнительная | |
| Ходовая |
Чтобы понять, о каком конкретно типе резьбы идет речь, принято использовать условные обозначения. Так, говоря о форме профиля и поверхности, прибегают к аббревиатурам: E – для круглой, Tr – для трапецеидальной, J – для цилиндрической и K – для конической. При указании или детали обязательно указывают единицы исчисления (например, маркировка «М8» буквально означает «8 мм в метрической системе»). Определившись с параметрами резьбы, нужно подобрать подходящий инструмент для ее нанесения. Если деталь изготавливается вручную, есть два способа ее нарезать: внутреннюю резьбу высверливают с помощью метчика, наружную наносят плашкой.









