Фрезерные станки по металлу
Содержание:
- Принцип работы фрезерных станков
- Основные виды фрез
- Вертикальное и горизонтальное фрезерование
- Как устроена конструкция станка
- Особенности универсального станка
- Фрезерные станки – принцип действия и основные возможности
- Настройка автоматического режима
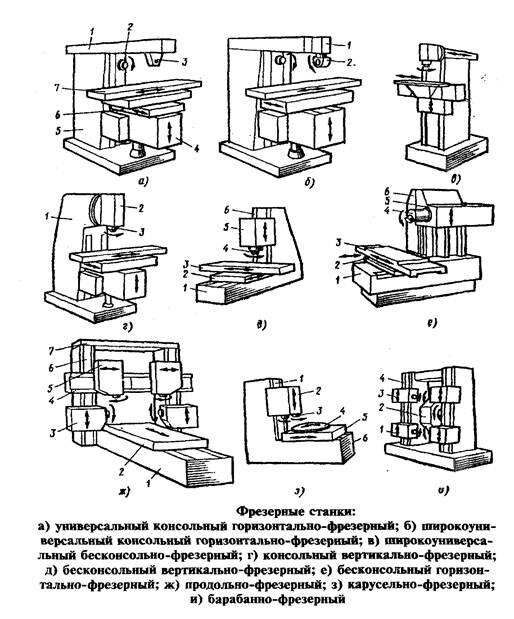
- Классификация фрезерных станков
- Станки консольно-фрезерные
- Назначение фрезера
- Горизонтально-фрезерные устройства
- Основные категории
Принцип работы фрезерных станков
Практически все фрезерные станки работают по одинаковому принципу. Отличия могут быть только в их функциональных возможностях.
Основные элементы фрезерного станка
Основными конструктивными элементами таких станков являются: несущая станина, рабочий стол, прижимные элементы, цанга и цанговый патрон, в котором закрепляется рабочий инструмент, портал с закрепленным на нем шпинделем, который имеет возможность перемещаться, приводной электродвигатель.
Рабочим инструментом любого фрезерного станка является фреза, конструкция и размеры которой зависят от того, какой конфигурации деталь подлежит обработке. Рабочий инструмент закрепляется в цанговом патроне при помощи хвостовика, а вращение ему передается от приводного электродвигателя через систему передач. Основным назначением фрезы является снятие лишнего слоя металла с заготовки, в чем, собственно, и заключается суть обработки на таком станке.
Шпиндель станка размещается на подвижном портале, перемещениями которого управляют специальные контроллеры, если речь идет об оборудовании с ЧПУ. Электронная система такого оборудования включает в себя контроллеры ЧПУ (числовое программное управление), вспомогательные элементы системы и соединительные детали. Принцип работы моделей станков с ЧПУ заключается в следующем: специальная программа считывает чертежи детали, которую необходимо получить в результате обработки, формирует электронные команды, которые передаются на рабочий орган станка.
Отдельного внимания заслуживают широкоуниверсальные станки, которые представляют собой гибрид моделей горизонтального и вертикального типа. В их конструкции также имеется цанга, цанговый патрон и зажимы, но коробка передач таких станков передает все движения от одного электродвигателя. Их отличительной особенностью является наличие ручного режима, с помощью которого можно контролировать работу ходового блока.
Пример кинематической схемы (консольно-фрезерный станок)
Дополнительные элементы имеют в своей конструкции пятикоординатный фрезерный станок по металлу и гравировальное оборудование. Такое оборудование оснащено дополнительными зажимными элементами, которые позволяют установить на нем гравировщик. Инструмент такого оборудования вращается за счет карданного вала, которым он напрямую соединен с электродвигателем.
Самыми простыми по своей конструкции являются ручные фрезерные станки по металлу. Такое оборудование обладает невысокой мощностью, а его конструкция состоит из цанги с цанговым патроном, ротора, головки привода и электродвигателя. Естественно, функциональные возможности такого станка тоже ограничены: с его помощью можно выполнять только самые простые фрезерные операции.
https://youtube.com/watch?v=I8guYo1rGyo
Ресурс работы, которым обладает станок фрезерной группы ручного типа, также невысок и составляет не более 10 000 часов. Наиболее слабыми узлами в таком оборудовании, которые первыми выходят из строя, являются цанга и цанговый патрон, прижимы, приставка и шпиндель. Но его невысокую надежность и долговечность вполне компенсирует низкая стоимость. Приобретать его есть смысл в том случае, если пользоваться им вы планируете нерегулярно.
Бесконсольные фрезерные
Имеют шпиндель, совершающий вертикальные перемещения, а передвижения фрезерного стола напоминают крест (перемещаются продольно-поперечно). Такая траектория движения рабочего стола определила второе основное название оборудования этого типа — фрезерные станки с крестовым столом. Особенность таких агрегатов — это не консольное, а жесткое основание для установки заготовки; распространенное назначение — фрезерование крупногабаритных деталей значительной массы.
Это интересно: Изготовление фильтра циклон для пылесоса своими руками
Основные виды фрез
Рассмотрим основные виды фрез по металлу, назначение и способ применения. Одними из наиболее распространенных являются цилиндрические фрезы, которые выпускаются с винтовыми или прямыми зубьями. Фреза с винтовыми зубьями характеризуется плавной работой и широко используется в промышленном производстве. Цилиндрические фрезы с прямыми зубьями оптимально подходят для обработки узких поверхностей.
Торцовые фрезы применяются на вертикально-фрезерных станках. Рабочей частью являются вершины кромок зубьев, сами же кромки являются дополнительными режущими поверхностями. Угол обработки между фрезой и обрабатываемой поверхностью зависит от диаметра инструмента, а не от припуска, что обеспечивает стабильную работу. Благодаря жесткости и массивности инструмента обеспечивается удобство расположения и надежность крепления режущих элементов, высокая производительность и точность обработки.
Следующий широко используемый вид – это дисковые фрезы, широко используемые для нарезки канавок и пазов. Данный тип фрез подразделяется на три вида:
- Пазовые – зубья расположены на цилиндрической поверхности, что позволяет производить нарезку неглубоких пазов.
- Двусторонние – зубья расположены на торце и поверхности фрезы.
- Трехсторонние – зубья расположены на обеих торцах и поверхности.
Дисковые фрезы характеризуются высокой производительностью и широко применяются для обрезки заготовок, прорезания пазов, снятия фасок, выборки металла и других операций.
Угловые фрезы применяются для съёма металла на наклонных поверхностях и в угловых пазах с конической поверхностью. Подразделяются на одно- и двухугловые, различающиеся расположением режущих элементов, соответственно на одной или двух смежных конических поверхностях. Такая конструкция позволяет нарезать стружечные канавки в инструментах различной формы.
Ещё один распространенный вид фрез – концевые. Основное назначение – нарезка пазов, контурных уступов, выемок, съём металла на поверхностях расположенных под прямым углом относительно друг друга. Концевые фрезы производятся монолитными или с припаянным режущими частями, цилиндрическими или коническими хвостовиками, для грубой или чистовой обработки (в зависимости от размера зуба).
Вертикальное и горизонтальное фрезерование
Для фрезерования используют разное оборудование, которое в зависимости от характера проведения манипуляций делят на два вида вертикальное и горизонтальное. Каждый из них имеет свои особенности применения, преимущества и минусы.
Вертикальная фрезеровка
Для выполнения данного вида фрезерных работ применяют специализированные вертикально-фрезерные станки, возможности которых позволяет работать в горизонтальной и вертикальной плоскости, и проводить:
-
сверление;
-
вытачивание отверстий;
-
зенкерование.
Их используют для обработки не только металла, но и других материалов, как в единичном, так и поточном производстве. Данное оборудование легко работает даже с чугуном и сталью, позволяя выпускать высококачественные спиральные изделия, рамки, зубчатые колеса, штампы и другое. В зависимости от исполнения, они могут иметь ручное управление, ЧПУ или полностью автоматизированное.
Свое название оборудование получило, благодаря вертикально расположенному шпинделю. Здесь основное движение осуществляет фреза, а заготовку вращают только в соответствии с интенсивностью ее обрабатывания или по мере необходимости. При этом движение непосредственно заготовки на фрезерном столе может быть не только прямолинейным, но и криволинейным. Шпиндельная головка имеет возможность установочного передвижения по специальным вертикально расположенным направляющим и сдвигается совместно с гильзой в осевом направлении.
В зависимости от конструктивных особенностей вертикальные станки для фрезеровки разделяют на две категории:
-
Консольные – крупногабаритные агрегаты с массивной консолью, позволяющей производить сверление и осуществлять работу с помощью концевых, цилиндрических, торцевых и фасонных фрез. Из-за ограничений положения свободного пространства, их используют для производства деталей с небольшим весом и заготовкой незначительного размера.
-
Бесконсольные – в них стол перемещаются по направляющим основной станины, зафиксированной на фундаменте, что позволяет обеспечить высокую жесткость, а значить и точность обработки изделий. За счет отсутствия консоли, это оборудование может оборудовать крупные заготовки и изготавливать крупногабаритные детали. Станки бесконсольного типа незаменимы для обработки не только вертикальных, но и наклонных поверхностей.
Горизонтальное фрезерование
Фрезеровочные работы в горизонтальной плоскости осуществляются на специальных горизонтально-фрезерных станках, у которых шпиндель расположен горизонтально. Такое оборудование может работать угловыми, дисковыми и цилиндровыми фрезами, а также сборной оснасткой со сменными резцами. Кроме стандартных горизонтальных станков, существуют универсальные с возможностью установки инструментов любого типа, предназначенным не только для поверхностной линейной обработки металла, но и сложного реза выемок и пазов на вращающихся заготовках. Резка осуществляется под прямым углом и лучше всего подходит для формирования канавок с быстрым отведением стружки.
Как устроена конструкция станка
Конструкции горизонтально-фрезерного станка классифицируются на консольные и бесконсольные. Они отличаются возможностью менять расстояние между режущей плоскостью инструмента и деталью при помощи подъема стола. К консольным относятся все модели малых и средних фрезеров, которым не нужна повышенная жесткость при работе, так как они не работают с крупногабаритными деталями. В консоль убраны коробка скоростей и ходовой винт подачи стола, муфты быстрого хода. Бесконсольные станки используются при обработке больших корпусов.
Станина
Все устройства и механизмы фрезерного станка смонтированы на станине. Это основной конструктив, от которого зависит точность и качество выполняемой работы. Она выполнена по схеме с расположением рабочих органов в разрыве линии, составляющей рисунок буквы С. Станина изготавливается из чугуна, имеет большую жесткость и вес. Это снижает вибрации инструмента в процессе работы, увеличивает чистоту реза за счет гашения колебаний в массивном основании.
Коробка подач
Разные материалы требуют индивидуальных величин подач и частоты вращения инструмента. Задача коробки скоростей — изменение передаточного отношения приводного вала и оси инструмента для регулировки режимов резания. Рабочие величинами для механических коробок подач – от 400 до 600 мм.мин.
Современные универсальные фрезеры постепенно лишаются механических элементов. Станок 6Т12Ф не имеет классической коробки скоростей. Она заменена на высокомоментный двигатель постоянного тока. Применение такое решения на универсальном станке позволило сделать диапазон рабочих подач бесступенчатым. Достоинства бесступенчатой подачи:
- повышение жесткости конструкции за счет меньшего количества люфтов в механизмах;
- увеличение максимальных скоростей обработки в двое;
- увеличение надежности станка.
Консоль
Консоль служит регулировочным органом для рабочей высоты над столом. Установлена на винт с отдельным приводом, который служит ей опорой. В корпусе консоли размещена коробка скоростей подач стола, салазок, их ходовые винты, механизм быстрого хода. Высота над столом настраивается перед началом работы и не меняется во время рабочего хода.
Коробка переключения скоростей
Привод главного движения фрезера оснащается асинхронными электродвигателями с частотами вращения 1500, 3000 об.мин. Так как технологические режимы обработки требуют индивидуального подбора, то необходим механизм изменения скорости вращения фрезы. Для этого станок оснащен коробкой переключения скоростей. Диапазон регулировки от 25 до 2500 об.мин.
Стол и салазки
Фрезерный стол — это база для всех измерений и место крепления обрабатываемой детали. От точности исполнения его плоскости зависит точность фрезеровки на нем изделий. На столе располагается Т-образный паз, в который устанавливаются крепежные болты. Сбоку стола смонтированы кулачки путевых выключателей и измерительный лимб ходового винта. В системе координат станка стол носит название координаты «Y».
Салазки — это координата «X», по которой деталь перемещается в поперечном направлении. На них также расположены кулачки путевиков и лимб.
В процессе работы приводится в движение только одна координата. Одновременное движение по двум координатам возможно только на станках с независимым приводом, к которым относятся станки с ЧПУ.
Вертикально-фрезерные (консольные)
Принципиально отличаются от горизонтальных положением оси инструмента: здесь она расположена вертикально. Наличие в конструкции агрегата рабочей консоли ограничивает возможность применения горизонтально-фрезерного и вертикально-фрезерного оборудования: их назначение — изготовление деталей небольшого веса, размер заготовки также сравнительно невелик.
Особенности универсального станка
Сегодня существует довольно большое разнообразие фрезерных станков – как узкоспециализированных, так и универсальных. Последние представляют особый интерес для мастера, поскольку способны выполнять широкий спектр задач на очень высоком уровне точности.
Универсальные фрезерные станки по металлу на самом деле предназначены для работы не только с этим материалом, но также с пластиком и древесиной. Техника может быть использована не только для фрезерования, но также для нарезания резьбы и сверления.
Какими же свойствами должен обладать качественный универсальный станок? Среди них:
- Высокая точность. Именно этот параметр ценится мастерами больше других, так как демонстрирует то, насколько сложные и тонкие задачи можно выполнять с помощью конкретного агрегата.
- Надежность. Как правило, на универсальные фрезерные станки возлагаются серьезные испытания, особенно на крупных предприятиях, где оборудование может работать несколько смен подряд на пределах своих возможностей.
- Многофункциональность и возможность расширения этого функционала. Если техника рассчитана на установку дополнительных опций – это знак того, что в случае чего вы сможете использовать его для выполнения специфических задач, и вам не придется обзаводиться дорогостоящим узкопрофильным агрегатом.
- Оптимальное сочетание цены и качества. Европейская техника слишком дорогая, азиатская – недостаточно надежна, а отечественная в большинстве своем отстает в технологическом плане. И хотя в какой-то мере это утверждение справедливо, в каждом сегменте рынка можно найти свои оптимальные инженерные решения.
Среди производителей, которым удается создавать качественное универсальное фрезерное оборудование по металлу, стоит отметить такие бренды, как PROMA (Чехия), Jet (Швейцария), Optimum (Германия), WEISS MACHINERY (Китай), Stalex (Китай), TRIOD (Россия). При этом есть еще масса производителей, продукция которых демонстрирует те или иные преимущества.
Выводы
В настоящее время фрезерные станки по металлу как категория металлообрабатывающего оборудования представлены исчерпывающим выбором моделей под любые нужды и на любой вкус. Производители предлагают богатый ассортимент агрегатов – от простых недорогих до мультифункциональных, рассчитанных на активную эксплуатацию в течение многих десятилетий. Ориентируясь на приведенные выше параметры, такие как надежность, точность, цена и качество, вы сможете подобрать идеальное техническое решение конкретно под ваши нужды.
Фрезерные станки – принцип действия и основные возможности
Технология фрезерования является одной из самых высокотехнологичных методик обработки металлов. Большинство конструктивно сложных элементов в машиностроении изготавливается сегодня именно на фрезерных станках, поскольку те позволяют вытачивать детали практически любой формы.
Фрезерование это не просто сверление или пиление, это работа в объеме. Обработка ведётся с помощью фрезы, специального многолезвийного резца, вращающегося на высокой скорости.
При этом конструкция станка обеспечивает взаимное поступательное движение заготовки и резца. Технология позволяет создавать детали сложной конфигурации, изготовление которых иными способами невозможно или нецелесообразно. В качестве прототипа может выступать как реальная модель, так и программная, заложенная в памяти управляющего компьютера. К слову, технология фрезерования не нова, она была разработана в конце XVII века, предположительно, немецкими или австрийскими мастерами.
Принцип работы фрезерного станка
Главным действующим элементом является фреза – резец специальной формы, пребывающий в непрерывном вращательном движении.
Фреза устанавливается на шпиндель, как правило, расположенный строго горизонтально или вертикально. В некоторых конструкциях шпиндель может находиться под определённым углом к заготовке.
Заготовка жестко закрепляется на станочном столе, который способен не только перемещаться в трёх плоскостях, но и поворачиваться на определённые углы.
В простейшем случае стол двигается вручную, при этом контроль осуществляется с помощью прецизионной шкалы или специальной оптики. В современных промышленных системах его приводят в движение сервоприводы, управляемые компьютерной программой.
Виды фрезерования:
- Торцовое. Отличается высокой скоростью обработки;
- Концевое. Применяется для изготовления пазов;
- Фасонное. Позволяет получать сложные профили.
Выбор метода фрезерования осуществляется исходя из поставленных целей. Для обработки больших поверхностей подходит первый метод. Вторым способом изготавливаются разнообразные элементы: пазы, канавки, колодцы, как сквозные, так и выходящие только на одну поверхность. Фасонное фрезерование позволяет изготавливать достаточно сложные конструктивные элементы, как то шестерни, ходовые рельсы и компоненты червячных передач.
Есть и другие критерии классификации, зависящие от того, какую особенность требуется подчеркнуть. По способу крепления заготовки выделяют горизонтальные и вертикальные стенки. В последнее время всё большую популярность набирают универсальные устройства, позволяющие закрепить заготовку вертикально, горизонтально и даже под произвольным углом.
Узнать подробнее: https://www.intervesp-stanki.ru/catalog/frezernye_stanki_s_chpu.htm
Также читайте:
- Posco и En+ достигли договоренности о строительстве электростанции и завода в Иркутской области
- УГМК будет уделять больше внимания попутным элементам
- Оборудование сферы горнодобычи
- Формовка и отливка металлов
- ЕлАЗ собирается запустить выпуск автотехники в Свердловской области
Настройка автоматического режима
У консольно-фрезерных станков модификации «М» и «Р» регулировка продольного перемещения стола осуществляется в автоматическом или полуавтоматическом режиме. При единичном производстве контроль подач выполняется вручную, включая быстрое перемещение стола. Серийное изготовление предусматривает использование автоматических и полуавтоматических диапазонов. По сути, данные режимы представляют собой скачкообразный и маятниковый способ действия.
Чтобы настроить процесс соответствующим образом, в Т-образном пазу сбоку делается расстояние между кулачками по определенному показателю. Эти элементы в нужный момент воздействуют на контрольную звездочку быстрыми рабочими движениями стола на ручку переключения продольной подачи, что дает возможность гарантировать работу оборудования по заданному циклу.
Основные рабочие циклы консольно-фрезерного станка перечислены ниже:
- Скачкообразный полуавтоматический режим.
- Быстрые подачи вправо и влево назад.
- Аналогичная операция в левую сторону и обратное направление справа.
- Активная подача заготовки с последующей остановкой.
- Маятниковый автоматический цикл.
- Операции на автомате только в правую либо левую сторону.
Процесс настройки проводится в следующей последовательности:
- Станок должен быть отключен от сети питания.
- Переключатели режимов ставятся в нужное положение («Автоматическое управление»).
- Агрегат активируется нажатием кнопки «Включено».
- Кулачки устанавливаются в соответствующую позицию.
- Подача на быстрый ход и обратно производится на любом этапе и направлении движения, за исключением зоны ограничения для возможной работы элементов.
- Корректировка автоматического или ручного движения стола осуществляется в нейтральном положении путем продольного нажатия рукоятки до упора. В случае невозможности фиксации маховика на торце поворачивают регулировочный винт.

Классификация фрезерных станков
В классификации горизонтально-фрезерные станки отнесены в шестую группу, но часть их может принадлежать и к пятой как зубообрабатывающие и резьбонарезное оборудование. ЧПУ чаще устанавливается на станки 6 группы. Оборудование 5 группы не предназначено для выполнения особо точных задач. ЧПУ здесь может быть установлено лишь для ускорения производства, при необходимости обрабатывать идентичные заготовки в большом количестве.
По таблице классификации токарного оборудования по металлу станки делятся по массе:
- 1 группа – лёгкие, весом до 1 тонны;
- 2 группа – средние, вес которых не превышает 10 тонн,
- 3 группа – тяжёлые. Эта группа имеет деление.
- Крупные – от 10 до 30 тонн;
- Тяжёлые – от 30 до 100 тонн;
- уникальные, свыше 100 тонн весом.
Любое оборудование по металлу может быть оснащёно ЧПУ. Вторым критерием деления оборудования служит автоматическое, полуавтоматическое или ручное управление станком. При ручном управлении включение, остановка, подвод инструмента, регулировка подач и скоростей, установка деталей и их снятие с рабочей поверхности производится токарем.
Полуавтоматический настраивается на определённый цикл обработки. Рабочему остаётся установить заготовку, закрепить её и нажать кнопку запуска. После отработанного цикла вращающийся шпиндель автоматически остановится. Токарю необходимо будет снять готовую деталь, вставить следующую заготовку, и вновь запустить станок.
При работе на автоматическом оборудовании, токарю достаётся роль наблюдателя и отладчика оборудования. ЧПУ для станков может быть разным, но все процессы по изготовлению деталей происходят без непосредственного участия оператора.
Влияет на столбец, в который распределено оборудование в классификационной таблице расположение шпинделя, его положение отражено в названии и маркировке – наклонные, вертикальные, горизонтальные.
Деление на подгруппы происходит по параметрам обработки в плоскости 2 или 4-координатном режиме. Также отражается на положении в таблице и его способность по обработке одной или нескольких деталей одновременно. Присутствие в конструкции станка ЧПУ не имеет значения на подгруппу в классификационной таблице.
Многоинструментальные горизонтально-фрезерные имеют несколько резцов, одновременно обрабатывающих поверхность одной детали с разных сторон, а многопозиционные производят обработку сразу нескольких заготовок. Оба типа оборудования более продуктивно работают с ЧПУ.
Станки консольно-фрезерные
Консольно-фрезерные станки — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 | |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Назначение фрезера
Ручной фрезерный станок– это инструмент для высокоскоростной обработки дерева вращающимся режущим инструментом – фрезой. Процесс резания называется фрезерованием. При обработке пило- и композитных материалов на основе древесины фрезер совершает поступательные движения вдоль обрабатываемой поверхности по ней или направляющих над ней.
Скорость вращения режущей насадки и перемещения станка либо заготовки относительно него регулируются оператором. Направление движения задается мастером вручную, параллельным упором, шиной либо шаблоном.
Фрезер решает широкий спектр задач по обработке древесных материалов:
Выборка фальцев или четвертей – открытый паз в торце или боковине доски, бруса, шалёвки для соединения заготовок.
Четверть
Проделывание пазов – закрытых фальцев различной формы.
Чистый паз
Профилирование кромки пиломатериала – придание кромке изделия формы, соответствующей профилю режущей части фрезы.
Скругленная кромка
Подготовка посадочных мест под соединительные элементы, петли, замки.
Выборка места под замок
Вырезание деталей сложной формы по шаблону из тонких материалов.
Результат работы копировальной втулки
Нанесение узоров, сложных рисунков с применением шаблонов.
Работа с шаблоном
Выравнивание деталей по шаблону пазовой фрезой с опорным подшипником.
Удаление кромок
Создание плинтусов, карнизов путём комбинирования применения фрез.
Сложные узоры
Сверление отверстий нестандартных диаметров.
Горизонтально-фрезерные устройства
Этот тип служит для обработки деталей небольших диаметров, и он имеет шпиндель горизонтального расположения. Такая конструкция разрешает обработку винтовых, фасонных, а также горизонтальных и вертикальных поверхностей, углов и пазов. Работы осуществляются при помощи цилиндрических и дисковых, концевых, угловых, торцевых, фасонных фрез. Обработка заготовки, для которой потребуется винтовое движение или деление, допустима при применении добавочных устройств.
Особенность, которая его отличает, возможность двигать стол перпендикулярно и параллельно шпиндельной оси. Все узлы, которые важны поставлены на станине, внутри которой располагается коробка скоростей и шпиндельный узел. На консоли располагается коробка подач, а консоль двигается по вертикальным направляющим. Хобот с серьгами служит для поддержания оправки с инструментами.
Основные категории
Токарно-револьверный агрегат имеет горизонтальную поворотную головку. На остове располагается фронтальная бабка со скоростной коробкой, а также шпиндель с кулачком револьверного типа. Движение передается при помощи ходового вала и механизма подачи прутка.
Одностоечный токарно-карусельный станок функционирует посредством установки обрабатываемой заготовки на планшайбу. Траверс находится на вертикальных направляющих элементах. Движение от коробки передач трансформируется путем перемещения суппорта с резцовым держателем револьверной конфигурации.
Классификация токарных станков с двумя стойками предусматривает больше суппортов. При этом второй поддерживающий элемент может устанавливаться на второй стойке, коробка передач вмонтирована в нижнюю часть корпуса.
Многорезцовое оборудование оснащается станиной с передней бабкой, коробкой скоростей и шпинделем. В конструкцию входит несколько суппортов, два передних блока и один задний аналог. Продольное перемещение детали обеспечивается сменными колесами и гитарой, определяющей величины рабочих подач. На задней бабке смонтированы направляющие элементы.
Токарно-затылочные версии практически не отличаются от винторезных моделей. Фронтальная бабка со шпинделем расположена на станине. Суппорт затылочного типа с резцовым держателем и фартуком установлен на направляющих и регулирующих деталях. Кроме того, в конструкцию входит задняя бабка, ходовой винт и вал.
Лобовые агрегаты отличаются от металлообрабатывающих «собратьев» тем, что у них отсутствует задняя бабка. В передней части находится скоростная коробка со шпинделем и фиксированной планшайбой. Станина расположена поперечно на отдельной плите с резцовым держателем и суппортом.









