Правила пайки медных проводов
Содержание:
- Процесс пайки медных труб
- Как соединить серебряные детали?
- Технология пайки медных труб
- Способы паяния деталей из меди
- Как паять?
- Серебро+медь.
- Виды медных труб и их использование
- Иные варианты пайки: работа с медными трубами и различными металлами
- Что необходимо для пайки труб из меди
- Инструкция пайки мягким припоем
- Как правильно паять, используя флюс
Процесс пайки медных труб
В домашних условиях он разделяется на ряд этапов.
Нарезка
Трубу отрезают в размер, используя труборез (лучше!) или ножовку.
Если используется ножовка по металлу, следует удалить все внутренние и наружные заусенцы с помощью напильника или другого инструмента.
Если трубка не круглая, следует обеспечить точность сечения, используя оправку.
Зачистка и подготовка торцов
Поверхности швов должны быть чистыми и не содержать масла, смазки или оксидных загрязнений. Очистка производится с помощью проволочной щетки из нержавеющей стали или жесткой наждачной тканью.
Для очистки поверхности от смазки или масла используются подходящие растворители.
Не забудьте удалить мелкие посторонние частицы, например, наждачную пыль, после чего обработанные места необходимо тщательно высушить.
Нанесение флюса
Для равномерного нанесения используют кисть.
Недопустимо попадание флюса внутрь трубы, поэтому количество наносимого вещества должно быть минимально необходимым.
Излишки флюса перед пайкой медных труб надо удалить.
Соединение
Обязательные процедуры включают:
- Подготовку фитинга: он не должен быть со слишком глубокой полостью (излишек лучше отрезать). Рекомендуется, чтобы глубина полости не превышала двух её диаметров;
- Прогрев соединяемых изделий, для чего чаще используют газовую горелку, хотя можно и паяльник, имеющий соответствующую насадку;
- Нанесение флюса. При этом (для круглых труб) соединяемые детали вращают относительно друг друга: флюс распределится равномернее, и спаять трубу будет легче;
- Нанесение в зазор припоя. Разогретый теплом паяльника, он устремится в зазор, и заполнит его (это будет видно по остаткам припоя, вытекающего из полости стыка);
- Охлаждение места сборки с одновременным контролем качества пайки.
Пайка по капиллярной технологии
Особенностью такого вида пайки является то, что подготовленная медная трубка с нанесенным флюсом вставляется в полость фитинг и нагревается до температуры плавления припоя.
Силы адгезии и когезии заставляют припой стекать в капиллярный зазор.
Флюс позволяет припою смачиваться, прилипать и сплавляться с поверхностью меди, а сцепление приводит к тому, что припой затягивается достаточно, чтобы полностью заполнить зазор. Это приводит к прочному водонепроницаемому соединению.
Обработка швов
Некоторые считают эту операцию излишней, но окончательная отделка шва необходима, во-первых, для отделки торца соединённого с трубой фитинга, а во-вторых, для контроля возможных пустот и каверн, которые могли образоваться в соединении, если пайка проводилась при высоких температурах, а контроль за возможным газообразованием отсутствовал.
Как соединить серебряные детали?

Порядок действий включает:
Очистку серебра. Использование обезжиривателейй рекомендовано при работе с замасляным или сильно загрязненным серебром. Для очистки окислений оптимальным решением станет размещение деталей в травильном растворе перед пайкой. Допускается использование наждачной бумаги с зернистостью 1000, что обеспечит получение шершавой поверхности.

Нанесение флюса на соединение. Приготовление флюса требует соблюдения инструкции на упаковке. Для его нанесения на готовые изделия требуется использование маленькой кисти. Многие мастера наносят флюс лишь на участках нанесения припоя, что предупредит его растекание. Другие размещают флюс на большой площади для сведения к минимуму риска повреждения от огня.
Оптимальным вариантом станет подготовка небольшого количества флюса в отдельной емкости, так как неоднократное погружение кисточки в основную бутылочку приведет к загрязнению и негативному воздействию на основные функции.

Расположение серебряных изделий для соединения. Разместив 2 изделия на паяльном кирпиче, следует предусмотреть физическое соприкосновение, обеспечивающее правильность соединения.

Расположение припоя на соединении
Используя пинцет, позволяющий захватить кусочек припоя, следует осторожно разместить его у одного конца трещины или разрыва. По мере плавления, он растечется по всему участку, где имеется флюс
Это исключает необходимость в покрытии припоем всей длины щели.

Припой нужно нагревать до образования жидкого состава. При розжиге горелки, требуется предусмотреть установку максимальной температуры. Весь процесс пайки заключается в ряде этапов:
- В поднесении горелки к месту соединения на промежутке 10 см и вращении по кругу, равномерно прогревая все элементы.
- Медленном поднесении пламени к участку соединения, сконцентрировавшись на припое.
- По мере достижения припоем точки плавления, он быстро растечется на обработанные флюсом участки серебра.
Если один из стыкуемых элементов имеет толщину больше другого, следует прогреть толстый участок с тыльной стороны до начала плавления припоя. Затем следует быстро прогреть тонкий.
В ряде случаев понадобится пинцет, позволяющий удерживать изделия в правильном положении, но следует разместить их далеко от пламени. Возможно появление необходимости в удержании небольших, тонких участков из серебра для обеспечения заданного уровня теплопередачи.

Опустив изделие в воду, следует погрузить его в травильный раствор и дать остыть на протяжении 1 минуты. Дальнейшее охлаждение производится путем обмакивания его в ванне с водой.
Травильным раствором принято считать кислотную ванночку, используемую для чистки ювелирных изделий после спаивания. Опустив в нее серебро, следует воспользоваться медными щипцами, и оставить его на несколько минут для удаления флюса и окисления
Важно предотвратить контакт с кожей, одеждой или инвентарем, что может повлиять на образование коррозии

Промыв участок соединения водой, остается протереть его насухо тканью. При правильной организации работы изделие будет крепко соединено.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
- Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев.
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.
Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Как паять?
Рассмотрим, как правильно производить пайку, используя различные варианты.
Трубы
При создании трубопровода можно спаять его части между собой даже в домашних условиях. Предварительная очистка проводится легко, и не требует агрессивных компонентов. Высокотемпературная пайка проходит при температуре от 450 градусов. Припоем в такой ситуации выступает серебро или сама медь. Капиллярная высокотемпературная пайка подразумевает обычно использование составов BAg или BcuP.
Рекомендован отжиг металла для его предварительного размягчения. Предотвратить чрезмерную потерю прочностных свойств помогает естественное охлаждение подготовленных швов. Усиленный обдув, тем более погружение в холодную воду, противопоказаны. Твердая пайка применяется для труб сечением 1,2-15,9 см, высокотемпературная — для газопроводов. В сантехнической практике сильный нагрев важен, если проводится монолитная состыковка деталей диаметром более 2,8 см, либо если предстоит обеспечить циркуляцию жидкости, прогретой более чем до 120 градусов.
К высокотемпературной обработке прибегают и при формировании отопительных контуров. Без труда можно будет создать отвод от уже подготовленной системы без демонтажных работ. Низкотемпературная обработка позволяет получать швы шириной от 0,7 до 5 см. Из-за малой прочности такое соединение непригодно для стыковки газовых труб. Зато отсутствие отжига позволяет сохранить прочность на достойном уровне, да и сама процедура безопаснее, таким способом можно получить швы от 0,6 до 10,8 см.
Нарезка труб по размеру производится обычно ручным труборезом. Ровный отрез получают, удерживая заготовку строго под углом 90 градусов к приспособлению. В соединяемых деталях не должно быть никаких заусенцев и задиров, способных помешать проходу жидкости. Перед нанесением флюса детали придется обезжирить. Излишки флюса недопустимы, как только его ровный слой нанесен, можно соединять части трубопровода и припаивать их друг к другу.
Источник
Серебро+медь.
#3 copich
Участник
Cообщений: 4 856
Город: Москва
+1 согласен. Пайка серебрянными припоями (ПСР) + газ (ацитилен). Второй способ, ТВЧ, но так же с припоем в виде пасты. Здесь было обусловлено габаритами изделия. Но скорость пайки выше, а общий нагрев меньше. Чем выше содержание в припое серебра, тем выше будет электропередача, да и теплопередача то же. Поэтому выбор припоя обусловлен местом применения будущего изделия. Пользовал импортные ПСР, castolin, они бывают с флюсом и без. Мне больше по душе с флюсом. Удобнее было применять при пайке медных индукторов. Т.е. флюс себя лучше ведет (очищает поверхность) когда на прутке. Так же пробовал и без обмазки с флюсовой пастой. Было сложнее, т.к. флюс не всегда попадал именно в место соединения.
С ТВЧ, могу посодействовать. В ЛС. Есть знакомые. Но надо поточнее знать что за изделие, т.е. хватит ли мощности ТВЧ установки?! С пастй не знаю, надо будет уточнить либо самому приобрести. А ГАЗ в ЖКО можно одолжить. если есть связи.
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудовании, которое будет доставлять вам радость и тогда работа будет в сладость!
Участник
Cообщений: 841
#5 copich
Участник
Cообщений: 4 856
Город: Москва
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудовании, которое будет доставлять вам радость и тогда работа будет в сладость!
#6 morgmail
П 14 калиброванный П 14 офлюсованный Припой ПМФОЦр 6-4-0,03 Примечание: В припой ПМФОЦр 6-4-0,03 дополнительно вводится Zr — 0,01%-0,05% Состав: Cu-основа Р- 5,3-6,3 % Sn- 3,5-4,5 % Соединяемые материалы: Медь, серебро, медные сплавы. При пайке меди возможна пайка без применения флюса. Температурные характеристики: Температура плавления 640- 680°С Температура пайки: В газовом пламени, ТВЧ, пропусканием тока 720 — 740°С. В печи 800-820°С. Припои выпускается в виде: • проволока, прутки П14, П14к, П14офл диаметр 0,5-3,0 мм • лента толщина 0,3-1,0 мм ширина 5-40 мм Проволока имеет продольный паз, который может заполняться флюсом ФК-235 или ФК-320. Свойства: Прочность паяных соединений из латуни 290-320 МРа Ударная вязкость разрушения 1,5-3,0 кДж.м/cм2 Область разрушения телескопического соединения медь-медь по меди Замена серебра до 45% Пластичность: Возможно изготовление колец и закладных элементов сложной формы для автоматической пайки. Примеры применения: Холодильники, теплообменники, кондиционеры, бытовые смесители, волноводы, электрические машины большой мощности и т.д.
Участник
Cообщений: 841
Источник
Виды медных труб и их использование
Наиболее часто встречаются в продаже два типа медных труб – не отожжённые и отожжённые. При формовке на производстве происходит потеря эластичности, которая необходима в некоторых производствах, домашних конструкциях. Эластичность возвращается материалам путем обжига при температурах до 700 °. Трубы из меди отожженного типа более дорогие, но эластичнее и позволяют выдерживать высокие перепады температур. Однако существует определенный недостаток – потеря прочности изделия, которая теряется в процессе нагрева до температур, близких к плавлению.
Неотожженные трубы не гнутся, но намного прочнее. При соединении медных стыков используются фитинги, процесс соединения происходит методом пайки. Различная толщина стенок позволяет выбрать изделие по параметрам прочности и теплоотдачи. Отожжённые материалы реализуются бутами от 25 до 50 метров соответственно, как правило, такие медные трубы поставляются меньшим диаметром. Негнущиеся материалы продаются прогонами различной длины.
Иные варианты пайки: работа с медными трубами и различными металлами
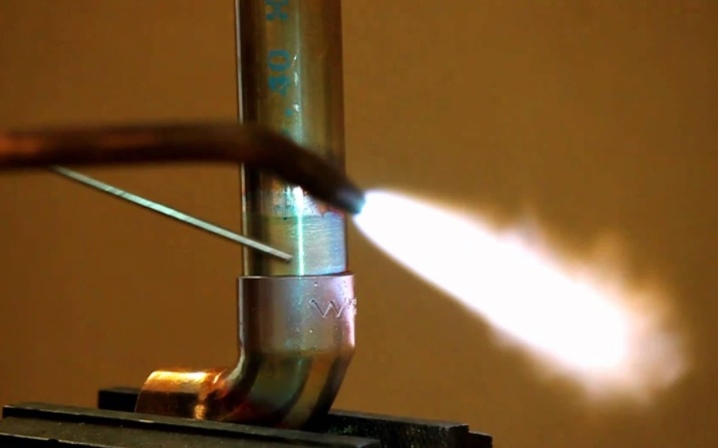
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
 ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
 ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
 Watch this video on YouTube
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
 ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
 ФОТО: mastergrad.comИногда без подобного соединения не обойтись
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
 ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
 ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
 ФОТО: market.sakh.com
ФОТО: market.sakh.com
 ФОТО: market.sakh.com
ФОТО: market.sakh.com
 ФОТО: solarschool.dk
ФОТО: solarschool.dk
 ФОТО: laketravisplumber.com
ФОТО: laketravisplumber.com
 ФОТО: reicheltplumbing.com
ФОТО: reicheltplumbing.com
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм.
Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки.
Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов.
Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Инструкция пайки мягким припоем
Внимание: край трубы и непосредственно труба обязаны быть идеально ровными и прямыми – от этого будет зависеть качество крепления деталей, потому для резки труб лучше всего использовать труборез
- При помощи труборасширителя сделайте больше диаметр фитинга, при помощи фаскоснимателя – очистите края трубы.
- Ершиком отполировать внутреннюю часть фитинга, щеткой наружную часть трубы.
- Кисточкой нанести на фитинг и трубу пасту для пайки – флюс – и тут же присоединить детали, избегая попадания какого-либо вида загрязнений.
- Горелкой для пайки аккуратно прогревать соединение, перемещаясь по всей плоскости. Критерий хорошего прогрева – изменение цвета пасты.
- Завершить нагревание соединяемых деталей, нанести припой по всей поверхности соединения. Пламенем горелки нельзя трогать проволоку припоя: припой обязан расплавиться на медной поверхности трубы, именно от ее температуры без вмешательства огня.
- Подождать естественного остывания стыка – без каких-либо средств для охлаждения.
- Непременно убрать остатки пасты с труб влажной губкой. Ее воздействие нужно лишь при пайке: она разрушает защитный слой основания меди.
Внимание: детали при пайке и временно после нее обязаны быть хорошо зафиксированы, так как паять трубы из меди можно лишь в неподвижном положении. Стык на месте крепления деталей обязан быть плотным и ровным. Проверить результат можно будет лишь при включении достаточного давления воды в трубопроводе, но, если пайка прошла хорошо, надежность соединения никак не снижается от температуры воды, вероятных перепадов давления или от времени
Проверить результат можно будет лишь при включении достаточного давления воды в трубопроводе, но, если пайка прошла хорошо, надежность соединения никак не снижается от температуры воды, вероятных перепадов давления или от времени
Стык на месте крепления деталей обязан быть плотным и ровным. Проверить результат можно будет лишь при включении достаточного давления воды в трубопроводе, но, если пайка прошла хорошо, надежность соединения никак не снижается от температуры воды, вероятных перепадов давления или от времени.
Крепление медных труб с другими материалами
Существует несколько важных нюансов, связанных с возможностями соединения медных конструкций с изделиями из других металлов:
- Крепление меди и оцинкованной стали может негативно сказаться на состоянии трубопровода из оцинкованной стали: химические реакции между цинком и медью приводят к разрушению первого.
- Крепления меди со сталью, пластиком и латунью безопасны и не образуют коррозии металлов.
Потому если есть необходимость крепления медной и оцинкованной труб, то его можно сделать лишь с помощью латунного фитинга и лишь в одном направлении: по циркуляции воды от оцинкованной в медную трубы.
Медные трубы крепятся с пластиковыми или стальными лишь с помощью латунных отжимных фитингов. Основное крепление системы происходит с помощью зажимного кольца и зажимной гайки фитинга: они прикручиваются на стандартное количество оборотов, указанное в техническом сопровождении фитинга, и непременно периодически проверяются во время эксплуатации на наличие вероятных протечек или ослаблений.
Мифы о медном трубопроводе
Из-за отсутствия привычки к меди в роли материала для систем газо-, водоснабжения и отопления, у современного отечественного потребителя есть определенное недоверие к данному металлу. Есть два мифа:
- Трубы из меди опасны при контакте с хлорированной водой. Безусловно, медь, начиная реакцию с элементами хлора, окисляется, но появляющаяся внутри трубопровода пленка, наоборот, защищает трубы от различных химических действий и абсолютно безопасна для организма человека.
- Медный трубопровод дорого стоит и непрактичен, невзирая на высокую стоимость. Непрактичность объясняют вероятным окислением наружной стороны труб, при этом внутри медные трубы также окисляются, но коррозии совершенно неподвержены. Более дорогая цена медных труб с лихвой покрывается долговечностью материалов и простотой установки своими руками.
Но такие мифы можно разрушить только многолетней практикой. Не зря этот металл применяли в системах водопровода еще несколько веков назад, и до сих пор в европейских странах медь имеет заслуженное признание. За счет удобства установки и качества материалов, медные трубы для домашнего водопровода более предпочтительны, и непременно найдут новых почитателей в нашей стране.
Как правильно паять, используя флюс
Чтобы самостоятельно паять медные трубки, важно максимально упростить этот процесс. Специально для этого практикуется применение специальных пастообразных или жидких веществ, называемых флюсами.
При помощи данных химических реактивов могут достигаться следующие цели:
Перед тем, как сварить медную трубку, с зоны пайки удаляются вредные окислы и другие препятствующие качественному соединению вещества.
Рабочая зона получает дополнительную защиту от кислородного воздействия, которым обычно богата окружающая среда. Этим самым используемые для пайки вещества сохраняются от вступления в ненужные в данном случае химические реакции.
Флюсы очень удобны для формирования наиболее подходящих условий, позволяющих припою максимально равномерно распределяться по всей области стыковки. Как результат, медное соединение получает необходимую стойкость к термическому и вибрационному воздействию, что предохраняет его от появления пропусков и протечек.
Степень адгезии медной трубы и припоя, благодаря содержащимся в составе флюсов компонентам, достигает необходимого уровня качества
Особенно это важно в том случае, если магистраль переживает воздействия на разрыв.
Соблюдение нужной температуры во время работы позволяет разогретому припою равномерно покрывать все части соединяемых заготовок, что обеспечивает соединению нужную степень надежности. Когда зона пайки остынет, ее очищают от всех излишков припоя.









