Таблица температуры нагрева при пайке полипропиленовых труб
Содержание:
- Работа с трубами из полипропилена
- Почему выбирают именно полипропилен?
- Сварка труб из полипропилена: этапы работы
- Пайка трубных полипропиленовых изделий своими руками, инструкция
- Способы пайки полипропиленовых труб
- Как избежать ошибок при пайке полипропиленовых труб своими руками
- Проворачивание трубы во время сварки
- Общие технологические приемы сварки ПП-труб
- Оптимальная температура пайки
- Технологический процесс пайки
- Обезжиривание торцов свариваемых элементов
- Температура и механические свойства полипропилена
- Как сваривать полипропиленовые трубы вручную
- Основные этапы работы
Работа с трубами из полипропилена
Сегодняшняя система монтажа труб из полипропилена включает в себя все необходимые элементы для соединения труб всевозможных размеров, обводы, арматуру, крепления и включения. Процесс сборки достаточно прост и при наличии необходимых навыков происходит быстро.
Комплект элементов можно подобрать так, как вам хочется, так что в результате получится совершенно уникальная система. Сложность и комплектация зависит только от предпочтений и пожеланий заказчика, то есть вас. Единственной особенностью, которую некоторые относят к недостаткам полипропилена, является сварной метод соединения. После сварки уже невозможно разъединить трубы и исправить ошибку. Поэтому нужно заранее все продумать и постараться избежать неточностей в действиях.
Если разбить процесс сварки труб на отдельные шаги, то он будет выглядеть следующим образом:
- Паяльником для полипропилена необходимо нагреть обе детали, которые вы хотите прикрепить друг к другу.
- После надо соединить нагретые детали;
- Через небольшой промежуток времени вынуть из аппарата уже скрепленные между собой элементы.
Сварка обеспечивает элементам настолько прочное соединение, что разъединить детали, не сломав их, практически невозможно. Вот почему полипропиленовые трубы считаются качественными, долговечными и способны выдерживать практически любое давление.
Почему выбирают именно полипропилен?
Популярность полипропиленовых труб обусловлена наиболее оптимальным соотношением стоимость-качество.
Такая разновидность изделий избавлена от коррозийных процессов, потому срок службы их весьма продолжительный
И, что не менее важно, они легки в монтаже, а с последним справится любой домашний мастер самостоятельно
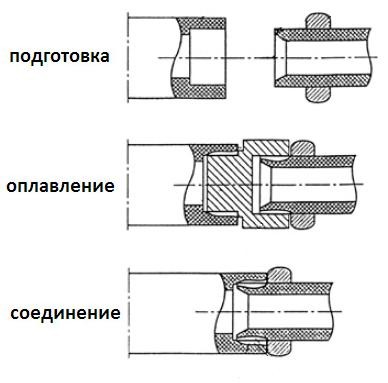
Схема пайки труб из полипропилена.
Перечислим области, где широко применяют трубы подобного рода:
- в строительстве водопровода для транспортировки холодной и горячей воды;
- в сооружении систем водоотведения и канализации;
- в возведении отопительных систем;
- в сборке газопроводов;
- там, где требуется подача самых разнообразных веществ на производствах, в число которых могут входить и агрессивные.
Для сборки трубопровода с долговечным периодом использования в большинстве случаев находит применение технология диффузной сварки полипропиленовых труб. Она считается надежным и быстрым способом трубного полипропилена.
Посредством какого оборудования выполняется сварка полипропиленовых труб?
Для самостоятельной сборки трубопровода из полипропиленовых изделий придется приобрести специализированное оборудование, а именно станок для сваривания труб, укомплектованный насадками необходимого размера.
Если работы планируется выполнить один раз, то можно не инвестировать в приобретение аппарата, а арендовать его на время. Есть такие монтажные организации, которые оказывают подобного рода услуги.
На цену будет влиять мощность и оснащенность аппарата. Для ремонтных работ на трубопроводе в условиях дома необходимости выбирать с большой мощностью и дорогой ценой аппарат нет. Данная характеристика оказывает влияние на скорость нагрева труб, но на качество сварных соединений она повлиять не может.

Время сварки полипропиленовых труб.
Относительно оснащенности следует убедиться, что в комплект агрегата входят насадки, размер которых соответствует диаметру труб, приготовленных для сварки.
Типичная комплектация предполагает присутствие насадок наиболее востребованной размерности. Для стыковки полипропиленовых труб большого диаметра с нужным размером насадки покупают отдельно.
Зачастую сварочный аппарат комплектуется труборезом. Данное приспособление предназначается для ровного нарезания изделий. Если труборез отсутствует в наборе, его докупают дополнительно.
Помимо сварочного аппарата, в работе нужны будут следующие приспособления:
- маркер и рулетка для проставления разметок;
- состав для обезжиривания поверхностей полипропилена (можно взять спирт);
- тряпка из натуральных тканей без ворса;
- торцеватель для выполнения кромок под углом (можно острый нож).
Это интересно: Какой аппарат для сварки полипропиленовых труб выбрать (видео)
Сварка труб из полипропилена: этапы работы
Сварка труб пп: выбор инструментов
Многие задаются вопросом, как правильно сваривать полипропиленовые трубы в домашних условиях, что для этого нужно делать? Прежде чем начать работу, необходимо определиться с выбором сварочного аппарата. Его необходимо выбирать в зависимости от вида пайки, который предстоит осуществить. Аппарат для пайки можно как купить, так и взять в аренду, либо одолжить у знакомых.
Аппарат для пайки пп труб может быть нескольких видов: ручным, полуавтоматическим или автоматическим. Последний вид будет самым дорогим по стоимости. При работе с конкретным агрегатом следует придерживаться правил, изложенных в настоящей статье, а также инструкцией к нему.
Помимо паяльного аппарата вам понадобятся:
- специальные ножницы для обрезки необходимого размера трубы из полипропилена.
- маркер для нанесения отметок на деталях.
- спиртовая жидкость для обезжиривания поверхности кромок.
- фитинги (на пример муфты).
- пп трубы.
ПП трубы подразделяются на виды в зависимости от цели и технологии использования:
- Для водопроводных систем: как холодных, так и горячих.
- Для отопительной системы, применяется специальная технология сварки полипропиленовых труб для отопления.
Также они подразделяются на разновидности в зависимости от маркировки.
- Маркировка PN 10 применяется для холодного водоснабжения температурой до 20°, а также для обогрева половых покрытий до 45°.
- Маркировка PN 16 используется для водопроводных систем с холодной водой, а также с горячей водой до 60°.
- Полипропилен маркировки PN 20 нужно покупать для горячего водоснабжения до 95°.
- Маркировка PN 25 используется для горячего водоснабжения, а также для отопления до 95°.
Сварка полипропилена и полиэтилена: отличия
- Температура плавления у пп выше, чем у полиэтилена.
- Пп – более прочный и не такой гибкий.
- Пп более тепло- и морозостойкий.
Отличия пропиленовых труб в зависимости от цвета
- Белый и серый цвета монтируются в доме, на улице их использовать запрещается. Они идеально подходят для водопроводных и отопительных систем.
- Черные цвет содержит в составе своего материала вещества, придающие дополнительную устойчивость и износостойкость. Это отличный вариант для использования в канализационных системах.
- ПП зеленого цвета применяются, как правило, для полива насаждений. Некоторые современные изделия зеленого цвета могут использоваться также для холодной воды.
Подготовка к работе
Непосредственно перед пайкой детали должны быть очищены и обезжирены с помощью специальных спиртовых растворов. На них не должно быть посторонних предметов, пыли, грязи и заусенец. Для работы нужно подготовить не только сами детали, но и само место работ: оно не должно быть грязным, пыльным, рекомендуется отсутствие посторонних людей и предметов.
Ориентировочная температура для работы с паяльником – около 260-270 градусов. Все детали нужно подготовить заранее, до нагрева оборудования до нужной температуры. Процесс соединения занимает несколько секунд. Нужно сделать за тем, чтобы детали были расположены ровно, тогда и шов получится качественным и герметичным. Точное время соединения может отличаться в зависимости от толщины детали и исправности сварочного оборудования. Следует иметь ввиду, что, если паяльник греет не очень сильно, время нагрева нужно увеличить. Не стоит приступать к работе при слабо нагретом оборудовании. Соединение может получится не герметичным. Элементы, которые планируется соединить друг с другом, должны быть нагреты одновременно.
Перегрев элементов характеризуется тем, что материал становится очень мягкий и при контакте друг с другом может деформироваться.
Результат перегрева полипропиленовых труб
Таблица ниже содержит примерные показатели температуры при пайке, в зависимости от толщины детали, время сварки и остывания.
| Объем труб (см.) | Время нагрева (сек.) | Время сварки (сек.) | Время охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4. |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Сварка пп труб
Когда пластик расплавится, детали нужно снять с насадок паяльника и аккуратно соединить. Делать это нужно быстро. Запрещается сильно надавливать и крутить их. Держать элементы нужно ровно. Если по каким-то причинам шов получился некачественным, разъединить его уже невозможно. Можно только с помощью ножниц вырезать этот шов и спаять кромки заново.
Пайка трубных полипропиленовых изделий своими руками, инструкция
- Электропаяльник устанавливается в идущий в комплекте штатив и оснащается необходимыми для работы двусторонними насадками, которые обрабатываются имеющейся обезжиривающей жидкостью. Прибор для нагрева полипропилена подключается к электропитанию (загорится красная лампочка), ручкой термостата устанавливается необходимая температура пайки (260-280˚С). При наборе паяльником заданной температуры загорится зеленая сигнальная лампочка.
- Измерительной рулеткой отмеряется участок полипропиленовой трубы необходимой длины, делается отметка маркером, в соответствии с которой производится отрез. Для этого труба укладывается на основание трубореза (метка устанавливается по центру), после чего опускается лезвие. Сделав прорезь сверху, производится круговое движение инструментом. Отрезной край освобождается неровностей и заусениц напильником, после чего стыкуемые поверхности очищаются от пыли и обезжириваются.
- На поверхности ПП трубы делается отметка, соответствующая глубине посадки (см. таблицу), например 14 мм от торца для изделия диаметром 20 мм. Это необходимо, чтобы вводя трубу после нагрева в фитинг не пройти ее торцом ограничительный выступ, что может привести к критическому сужению трубного просвета. Кроме того, сделанная отметка поможет найти при стыковке элементов их правильное осевое расположение.
- Подготовленные и обезжиренные соединяемые элементы стыкуются с насадкой соответствующего диаметра. Манипуляция может потребовать физических усилий (это нормально). Для облегчения процедуры допускается производить незначительные вращательные движения. Перед стыковкой с насадкой для нагрева полипропиленовых изделий рекомендуется надеть рабочие рукавицы. Это убережет от ожога при случайном соприкосновении с насадкой и облегчит рабочий процесс. Рекомендуется первым надевать фитинг, затем вводить трубу, так как более толстостенный соединительный элемент имеет большую инерцию нагрева. Снимать стыкующиеся детали нужно в обратном порядке, — сначала труба, затем фитинг.
- При окончании периода нагрева, указанного в приведенной выше таблице, соединяемые элементы снимаются с насадки, после чего трубный торец вводится своими руками в отверстие соединительного элемента на отмерянное расстояние. Производить вращательные движения при этом противопоказано (резко снижает качество соединения). Введя трубу до отметки, следует зафиксировать обе детали неподвижно относительно друг друга на период не меньший, чем указан в таблице. После полного остывания стыка он готов к испытаниям эксплуатационными нагрузками.
Так необходимо паять полипропиленовые трубы диффузным методом после нагрева специальным паяльником. Соблюдая правила, указанные в приведенной инструкции, удастся добиться формирования надежных соединений ПП трубопровода своими руками. Подкрепить теоретические выкладки визуально поможет следующее видео
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Как избежать ошибок при пайке полипропиленовых труб своими руками
Специализированные устройства обычно обеспечивают хороший результат, но как быть в случае, когда приходится паять тем, что есть под руками? Вот несколько советов от опытных специалистов:
Важно верно выбрать подходящую оснастку. Например, им может стать обычный ручной терморезак, оснащённый датчиком температуры
Подойдут и модели с электромеханическим приводом. Для простых случаев можно использовать даже обычный утюг с терморегулятором.
Держать трубы нужно зажимами. Их следует иметь в достаточной номенклатуре, поскольку диаметры труб, нуждающихся в пайке, ежедневно могут изменяться. Прижимная лапка должна выполнять две технологические функции. Во-первых, это достижение температурного эффекта при плавлении полипропилена, а во-вторых, четкое расположение кромок труб для получения необходимого габарита соединения.
Операция спайки ПП-труб очень деликатна. В расплавленном состоянии пластик очень чувствительный, поэтому посторонние частицы могут легко проникнуть в его структуру и нежелательным образом повлиять на прочностные свойства трубопровода. Поэтому заготовки и режущий станок должны быть тщательно очищены, вымыты и высушены.
Как паять полипропилен в труднодоступных местах или на улице? Часто для этих целей предусматривают специальных крючки, неплохо иметь и светодиодный фонарь. Крючок позволит подвесить устройство, если до него трудно добраться, а фонарик обеспечит хорошую видимость зоны пайки.
Нажим на части трубопровода, которые находятся в зоне стыка, не должен быть чрезмерным. Мягкий размягчённый пластик должен смешиваться, образуя единую конструкционную массу в точке соединения.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Общие технологические приемы сварки ПП-труб
Перед началом сварочных процессов требуется тщательным образом проанализировать сборочную схему. А также и очередность выполнения соединений. Для этого выполняют эскиз с обозначением основополагающих элементов. После сварки полифузное соединение становится неразъемным. Вот здесь могут возникнуть условия, когда выполнение следующего сварного участка станет невозможным. Это особенно часто происходит при сварке полипропиленовых труб в малодоступных зонах. Поэтому непродуманная схема обвязки, может привести к необходимости демонтажа уже собранных узлов.
В процессе монтажа пропиленовых сантехнических деталей и узлов необходимо учитывать их физические качества — способность значительно расширяться при нагревании. Особенно данное предостережение имеет отношение к ПП-трубам с расширением – 0.151 мм/м*К . По этой причине, перед тем как паять полипропиленовые трубы для отопления с длинными лучами, потребуется разместить на линии специальные технологические устройства – компенсаторы, способные принять на себя нагрузку от такого расширения.
Отсутствие термокомпенсации ведет к серьезным синусоидальным деформациям геометрии труб. В результате чего могут произойти разрывы. А также вырваны крепления, а то и плитки либо штукатурки, при скрытой проводке инженерных сетей. Термическая деформация армированных труб в 5 раз меньше ПП-изделий. В результате чего они являются более предпочтительными для установки в системах теплоснабжения.
Правила крепления трубных конструкций
Основательное соединение между собой участков инженерных сетей из полимеров требует большего внимания, чем для металлических труб. По мере увеличения протяженности таких линий они должны жестко закрепляться на опора. Шаг монтажа и вид опор устанавливаются проектным расчетом в зависимости от площади сечения ПП-труб, и от температуры греющей среды. Несоблюдение рекомендаций по вариантам крепления способно привести к выгибанию линии прокладки трубопроводов, особенно, из-за горячего теплоносителя и гидроударов под вибрационным воздействием давления воды.
Рекомендуемый шаг опор
Стояки водопроводных труб до 32 мм допускается закреплять с промежутком между хомутами до 10 м. В варианте, когда диаметр применяемых труб больше, то разрешенный шаг – 15 м.
Устанавливая варианты крепежа, требуется наблюдать за тем, чтобы они не мешали линейному расширению полимерных труб. Для этого рекомендуется выполнить установку скользящих опор. По контуру устанавливают специальные компенсаторы.
Перед тем как паять полипропиленовые трубы для отопления, необходимо учитывать, что запорные вентиля в ПП-системах теплоснабжения с Ду более 32 мм также должны иметь жесткое крепление. При меньших сечениях труб также предпочтительны такие фиксации, чтобы исключить возможность передачи нагрузок на трубопроводы от установленной арматуры.
Оптимальная температура пайки
Долговечность конструкций из пластика напрямую зависит от того, была ли учтена в процессе работы температура пайки или нет. Ключевыми параметрами в этом вопросе считаются время нагревания и время остывания. Эти параметры являются табличными, поэтому самостоятельно вычислять показатели не придется.
При пайке следует быть осторожным, чтобы не получить травмы
Условно существует разделения на 4 вида полимеров со следующими температурными показателями:
- PN10 – +40С;
- PN16 – +60 С;
- PN20 – от +80 С до +95 С;
- PN25 – выше +95 С.
Первый и второй виды применяются преимущественно для организации систем холодного водоснабжения. Остальные виды отлично подойдут и для горячего
Важно понимать, что максимальная температура в системе должна сохраняться на протяжении кратковременного отрезка времени
Паять трубы в зависимости от диаметра необходимо при температурных показателях от 255 до 280 градусов. Занимает этот процесс не более нескольких минут. Далее остается лишь дождаться, пока поверхность остынет, что обеспечит еще большее сцепление.
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Обезжиривание торцов свариваемых элементов
К сожалению, это требование многие начинающие специалисты игнорируют. Да стык можно сделать и без этой процедуры. Но, профессионалы предупреждают, что его качество будет меньшим в разы.
До начала сварки полипропиленовых труб своими руками нужно протереть изнутри фитинг и трубную заготовку снаружи. При этом удаляются абразивные образования и пыль, а эти вещества портят покрытие насадок сварного оборудования.
Таким же образом обрабатывают сами насадки. Но, перед процедурой сварки полипропиленовых труб их осматривают на наличие остатков расплавленного пластика. Если таковой присутствует, то его немедленно надо удалить.
Температура и механические свойства полипропилена
Как и любой термопласт, полипропилен характеризуется существенно разной температурной зависимостью пластичности. Причём дефекты сварки, которая проводилась в неверном диапазоне температур, исправлению не подлежат. Если недогрев ещё как-то можно компенсировать увеличением продолжительности пайки, то перегретая заготовка получит бугристость, наплывы и прочие подобные дефекты.
Выбор наилучшего температурного интервала определяется размерами поперечного сечения трубы, внешней температурой источника нагрева и окружающей среды, а также интенсивностью последующего охлаждения места спая. В частности, не рекомендуется выполнять пайку при отрицательных температурах.
Независимо от типа полипропилена минимальная температура поверхности зависит от требуемой глубины прогрева материала:
- До 10 мм – 245 С;
- До 16 мм – 250 С;
- До 25 мм – 255 С;
- Свыше 32 мм – 260 С.
Практически глубина прогрева на 5..10 мм меньше внешнего диаметра трубы.
Полипропиленовые (ПП) трубопроводы соединяются с использованием сварки плавлением под давлением. При этом фитинги могут соединяться встык, торцами, либо с использованием промежуточных деталей. Впрочем, второй способ более трудоёмок, увеличивает габаритные размеры арматуры, а потому на практике применяется значительно реже.
На характеристики полипропилена оказывает влияние не только температура, но и скорость её распространения в материале. Так, например, при обычном температурном градиенте в 0,5мин -1
Температура пайки полипропиленовых труб связана с их прочностью, как показано в таблице:
|
Температура поверхности полимера, градусов |
Механические характеристики |
|
|
Предел прочности, МПа |
Относительная деформация до разрушения, %, не более |
|
|
25 |
600 |
10 |
|
60 |
500 |
20 |
|
90 |
400 |
30 |
|
125 |
150 |
40 |
При выдержке более высокой скорости нагрева приведенные показатели пропорционально снижаются.
Приведенная таблица пайки полипропиленовых труб изменит свои значения, если скорость омывающего потока будет иной.
Влияние силы и времени
Время прогрева поперечного сечения связано с температурой в зоне стыка двух заготовок. Считается, что для полипропилена справедлива зависимость: до 7 с выдержки на каждый миллиметр внешнего диаметра заготовки. Если он больше 20 мм, то длительность прогрева увеличивают на каждую секунду, если диаметр возрастает на 3…5 мм.
При слишком продолжительном прогреве (необходим для заготовок диаметром свыше 60…75 мм) структура термопластика изменяется в худшую сторону. Поэтому при пайке больших ПП-труб лучше принять паяльник повышенной мощности, либо увеличить внешнюю температуру (как это и делается в случае применения тепловых пушек).
Влияние усилия прижима сказывается не только на цельности шва, но и на внешнем виде торцов свариваемых труб. Поэтому в особо ответственных случаях необходимо производить контролируемый прижим заготовок при помощи динамометрического ключа. Для зажима подойдут инструменты с электронным или стрелочным индикатором. Первые удобнее, поскольку при постоянных условиях пайки исходные настройки можно сохранять.
Поскольку шкала динамометрического ключа приводится в Нм, то полученное значение необходимо разделить на внешний радиус трубы, а затем – на площадь поперечного сечения. Полученный результат сравнивают с пределом прочности материала (он указан в таблице, приведенной ранее).
Сводная таблица параметров и времени пайки
При пайке ПП труб температура и время обработки являются самыми важными параметрами, которые необходимо учитывать. Для обычных (неармированных) заготовок актуальны следующие практические данные:
|
Внешний диаметр , мм |
Толщина стенки, мм |
Время нагрева, с |
Время выдержки, с |
Время охлаждения, мин |
|
До 20 |
До 2 |
4…5 |
3…4 |
Не менее 2 |
|
Свыше 20 |
5…6 |
Не менее 3 |
||
|
До 20 |
Более 2 |
5…7 |
4…5 |
|
|
Свыше 20 |
7…8 |
Не менее 4 |
Как выдержать температурный режим
В обычных условиях качество пайки устанавливают по отсутствию деформации и перекоса материала в зоне сварного шва. Для этого используют универсальный мерительный инструмент – штангенциркуль и угломер. Наиболее действенными способами повысить стабильность пайки ПП-труб являются:
- Сокращение времени пайки (если возможно);
- Применение программируемых тепловых пушек и автоматизированного инструмента;
- Использование датчика температуры;
- Применение принудительного воздушного охлаждения участка спая.
Датчик лучше настраивать на температуру жала паяльника, чем на температуру стыка – она сильно изменяется по толщине стенки трубы.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
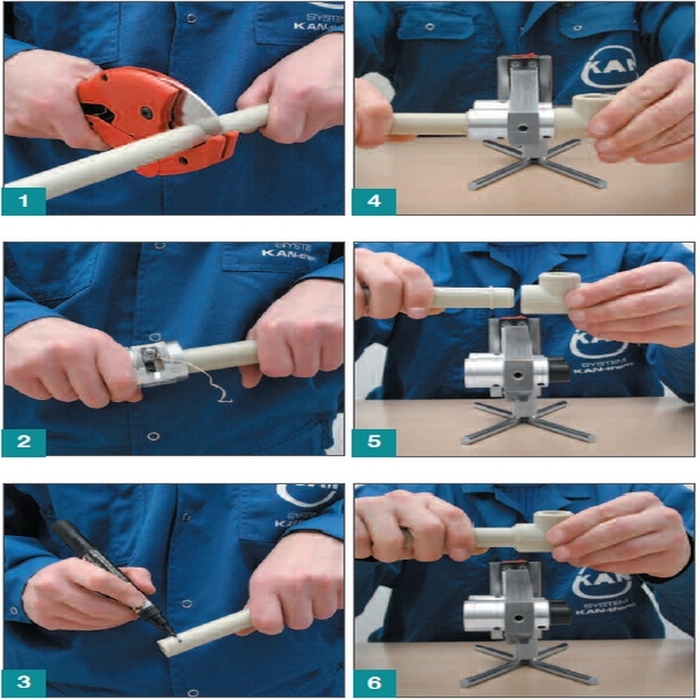
Основные этапы работы
1. Берем трубу нужного размера.
2. Очищаем ее края от заусенец, образованных при резке, напильником или фаскоснимателем.
3. Карандашом отмечаем на конце трубы (см. фото), какой участок нам необходимо расплавить, то есть намечаем то место, куда будет надеваться фитинг.
4. Обрабатываем трубу и фитинг обезжиривающим составом.
5. Прочно фиксируем к столу сварочный аппарат.
6. В его комплект входят насадки разного диаметра. Берем требуемые насадки (одну для фитинга и одну для трубы) и крепим их с двух сторон аппарата.
7. Выставляем температуру 260°.
8. Как только лампочки погасли (это означает, что аппарат достаточно нагрелся), можно приступать к работе. Среднее время его нагревания 2-3 минуты.
9. Надеваем на горячие насадки (их две) фитинг и трубу до карандашной отметки. Слишком давить на свариваемые части или вращать их не следует.
10. Отсчитываем положенное количество времени. Время нагрева всегда указывается в инструкции. К примеру, для 25-миллиметровой трубы оно ровно 7 секундам).
11. Быстро и аккуратно снимаем нагретые детали, чуть придерживая сварочный аппарат.
12. Соединяем их друг с другом. Излишнее давление на них или вращение также недопустимы.
13. Ждем несколько секунд.
14. Если мы сделали все правильно, получаем идеально ровное однородное соединение.
Армированный слой на отрезке соединения следует удалять обязательно, в противном случае соединение будет неоднородным и непрочным;
При покупке аппарата не обязательно тратить лишние деньги и приобретать модель с терморегулятором, ведь нам потребуется один-единственный температурный режим в 260°С; использование других режимов может привести к некачественному соединению;
Вода по трубам должна проходить свободно; чтобы в месте спайки не образовалось препятствие в виде застывшего пластика, не следует при соединении слишком давить на расплавленные детали; однако слабое давление тоже недопустимо – длины соединения для надежного крепления будет недостаточно; это может привести к образованию завихрения и падения давления в системе;
Основное правило такой пайки: первым на насадку надевается фитинг, а лишь затем труба; отсчет времени начинается тогда, когда обе детали окажутся на аппарате;
Полипропилен схватывается за 4-8 секунд, но сразу отпускать его не стоит – чтобы он окончательно застыл, выждать необходимо 20-30 секунд;
Детали при остывании должны быть неподвижными, малейший сдвиг может нарушить герметичность соединения; поэтому до начала пайки лучше подготовить специальные струбцины для их фиксации; сделать их можно из любого бруска дерева или прочной проволоки;
Охлаждение полученного узла водой или струей холодного воздуха запрещено – соединение будет непрочным;
Не стоит разогревать трубу и фитинг больше положенного времени – полипропилен будет деформироваться; при меньшем количество времени для нагрева соединение деталей будет затруднено;
При правильной сварке часть пластика должна образовать небольшой наплыв на муфту;
Проверить качество своей работы можно, разрезав пополам соединенный участок; вы должны увидеть в месте стыка ровное монолитное соединение без деформаций и пустот.









